
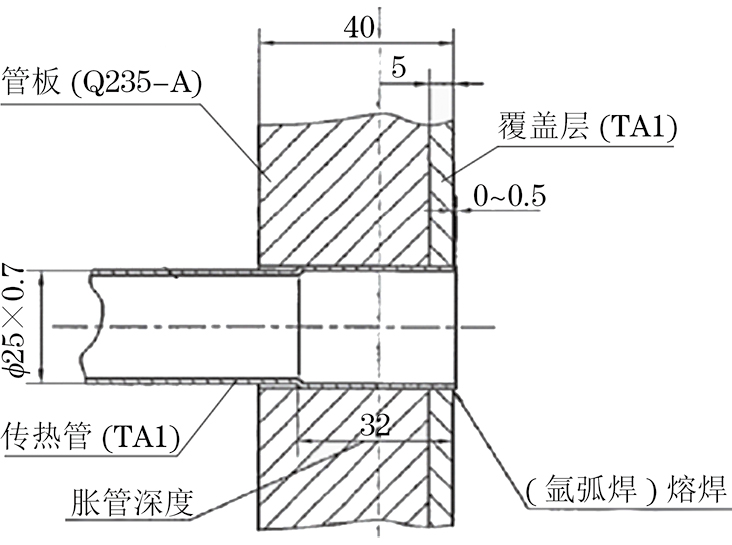
凝汽器作为核电厂常规岛的重要组成部分,其安全可靠性直接影响到机组的安全稳定运行。而传热管作为凝汽器的主要换热组件,是凝汽器最重要的部分。传热管材料为钛合金,传热管管口与管板之间采用“胀管+密封焊”的形式连接,其结构示意如图1所示。
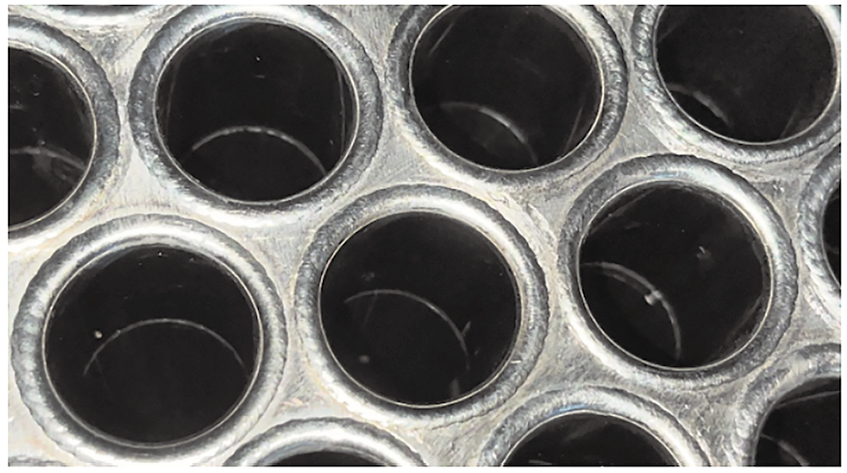
目前,主要采用Bobbin探头对凝汽器传热管进行涡流检测,在近管口区域受胀管过渡段及管板边缘的影响,该区域(整个管板区域+管板内边缘往内部10 mm)为检测盲区[1],在役检查阶段往往需要对近管口区域补充进行目视检测。某电厂大修期间,目视检测发现接排出水侧近管口区域存在大量划伤,如图2所示。划伤距管口约30 mm,该位置属于管板区域,使用Bobbin探头进行涡流检测时,未发现异常信号显示。同时,由于该划伤位于传热管内壁,且划伤较细(长度小于0.5 mm),采用传统测量方法无法确定该缺陷的深度。
为解决该缺陷的检出问题,并给出半定量的检测方案,可采用的涡流检测技术有MRPC、管阵列、表面阵列等。考虑到该缺陷属于表面开口缺陷且位于管板区域,为尽量降低结构信号的影响,拟采用更高频的表面阵列涡流检测技术实施检测[2],并通过试验验证其检测能力。
1. 表面阵列涡流检测原理
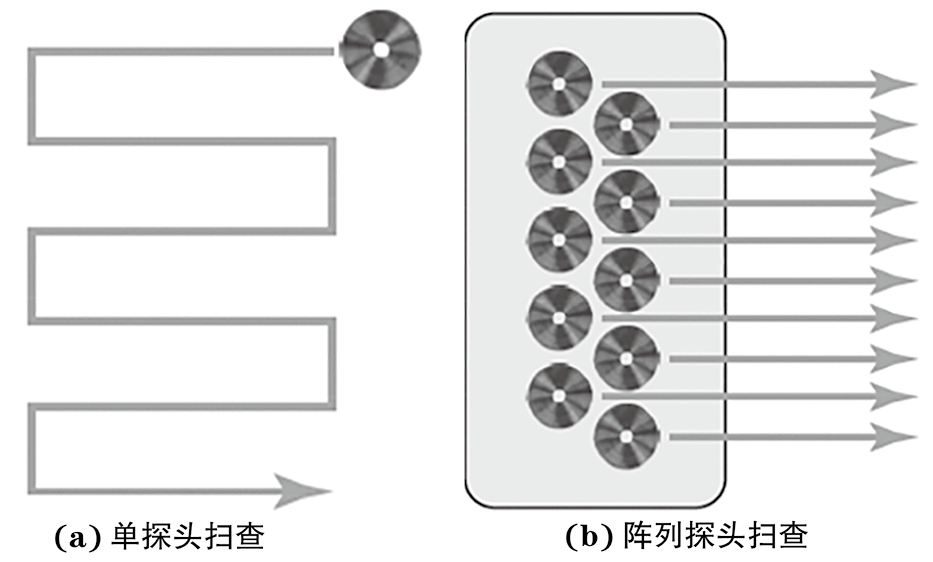
阵列涡流检测基于常规的涡流检测技术,主要通过设计合理的传感器结构使涡流探头阵列化,并利用数字信号处理技术和计算机技术完成信号的激励、运放、采集、调理、显示等功能,从而实现快速、高效的数字化检测。与传统单探头涡流检测相比,阵列涡流检测采用电子学技术,对传感器单元进行分时切换,通过单次扫查就能达到传统单探头涡流检测多次扫查的检测效果。传统涡流单探头扫查与阵列涡流探头扫查原理示意如图3所示。
表面阵列涡流检测技术是阵列涡流技术在表面检查中的特殊应用,其主要特点是检验频率较常规阵列涡流技术的高。阵列线圈部分由多组按照一定方式排布的T/R(发射/接收)线圈组成[3]。目前的表面阵列涡流探头多采用双排线圈结构,其中一排线圈与另一排线圈在周向错开一个线圈半径的距离,如图4所示。

2. 检测设备及工艺方案
2.1 检测设备
试验采用ZETEC生产的Miz-200A型涡流检测仪(见图5)。选用SURFXTS0023型柔性薄片式表面阵列探头(见图6),其长度为56 mm,线圈排列形式为2×16(列×行),中心频率为1 MHz~4 MHz。


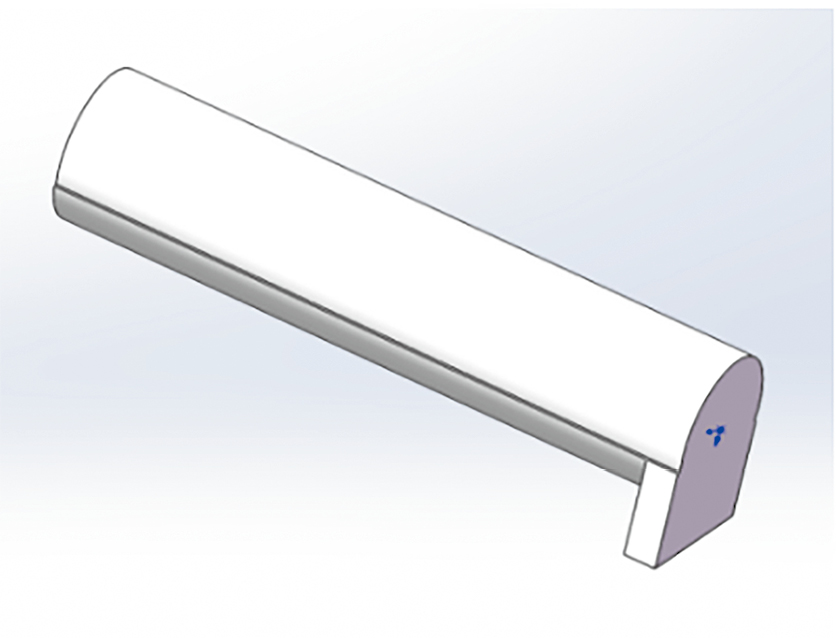
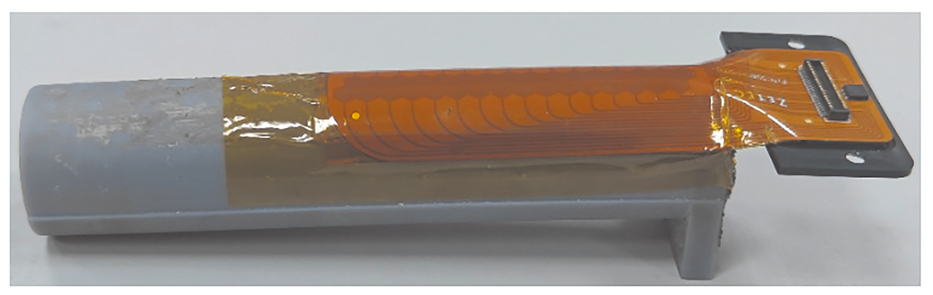
柔性表面阵列探头结构的局限性,导致其稳定性以及与被检工件的贴合性较差,故试验设计了一款辅助工装(见图7),以使探头能够较大程度地贴合被检工件,提高检测稳定性及灵敏度,并在探头表面加装了一层保护膜,以免探头受损。
使用时,将探头的长轴与辅助工装的长轴对齐,同时将探头的短轴中心线与工装手柄端圆弧中心线对齐,并使用耐高温耐磨的胶带将探头固定在工装上。探头和工装的组合示意如图8所示。
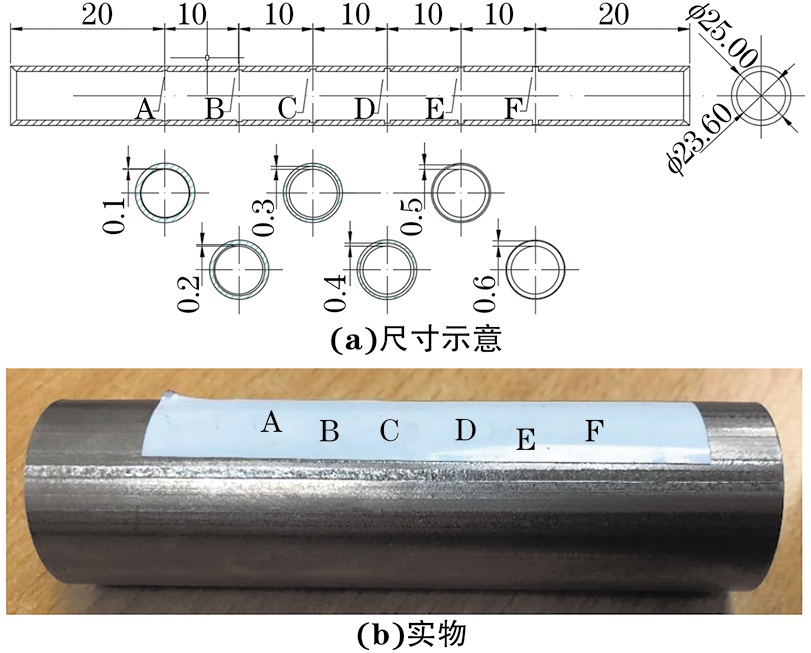
参考划伤的型式,在对比试件上设计了6个长度为10 mm,深度不同的周向线性槽。对比试件人工缺陷参数如表1所示(传热管壁厚为0.7 mm),尺寸示意及实物如图9所示。
| 编号 | 类型 | 深度/mm | 伤深占壁厚的百分比/% | 宽度/mm |
|---|---|---|---|---|
| A | 周向线性槽 | 0.1 | 14.3 | 0.13 |
| B | 周向线性槽 | 0.2 | 28.6 | 0.13 |
| C | 周向线性槽 | 0.3 | 42.9 | 0.13 |
| D | 周向线性槽 | 0.4 | 57.1 | 0.13 |
| E | 周向线性槽 | 0.5 | 71.4 | 0.13 |
| F | 周向线性槽 | 0.6 | 85.9 | 0.13 |
2.2 检测工艺
(1)检测频率
涡流标准渗透深度δ可用公式�=1����(f为频率,μ为材料磁导率,σ为材料电导率)表示,可见检测频率越低,涡流能量渗透深度越大,管外侧管板对缺陷信号的影响就越大。故在针对表面开口较浅的缺陷进行检测时,为减小管外侧管板的影响,并得到尽可能高的检测灵敏度,应提高检测频率。而检测频率越高,待检件表面形成的噪声信号对缺陷信号的影响就越大,从而导致信噪比降低。因此,为了同时兼顾高灵敏度和高信噪比,在使用不同的检测频率对对比试件进行信号采集和分析后,最终将频率设置为1 MHz。
(2)检测要求
在被检件上的扫查速度不得超过在对比试件上校准时的扫查速度,信噪比大于3,数字化率应不小于每毫米2个点。
(3)扫查方式
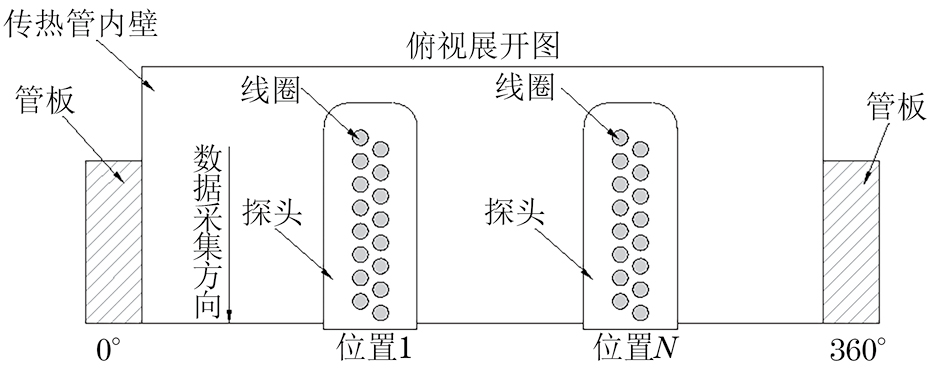
扫查速度不应超过200 mm/s,施加在探头上的压力应足以保持其与被检件的接触。扫查时,将探头伸入管内,再沿管内拉出并进行数据采集;周向旋转一定角度后,再次重复之前的探头伸入、拉出采集操作,直至覆盖周向360°。相邻两次扫查时的探头覆盖率应不小于50%。探头扫查示意如图10所示。
(4)对比试件的校准
对对比试件上的人工缺陷进行数据采集,观察各轴向通道,选取深度为0.1 mm的线性槽的最大幅值信号,定义为0.5 V,相位调整至90°,并归一化至其他轴向通道。对比试件人工缺陷的信号响应参数如表2所示(幅值测量方式为VMx,下同),信号响应图谱如图11所示。


