
摘 要:借助光学显微镜、扫描电镜、能谱仪、聚焦离子束和透射电镜等设备,研究了P91和P92 马氏体耐热钢埋弧焊焊缝中黑线的分布特点、结构特征和形成原因。结果表明:黑线长短不一,主 要位于焊缝的柱状晶之间,由线状排列的面心立方 M23C6 碳化物组成,形成原因是焊接过程中Cr 和 Mo等元素在柱状晶间偏聚,焊后热处理时 M23C6 碳化物在柱状晶晶界析出,腐蚀后在光学显微 镜下呈黑色线状。
关键词:P91钢;P92钢;焊缝;黑线;M23C6 碳化物
中图分类号:TB31 文献标志码:A 文章编号:1001-4012(2023)01-0008-05
P91和P92马氏体耐热钢具有良好的高温持久 强度和较好的抗氧化性,广泛应用于火力发电机组 锅炉集箱、蒸汽管道等[1-2]。P91和P92马氏体钢焊 缝中经常会发现线状物质,形似裂纹,在光学显微镜 下呈黑色(以下称黑线)。目前,对黑线化学成分和 形成环节的研究较多[3],但未见对黑线的分布特点、 结构特征、形成原因等进行深入研究的报道。为此, 笔者通过试验对埋弧自动焊的 P91钢和 P92钢焊 缝黑线进行微观分析,研究了黑线的分布特点、结构 特征、形成原因等,以期为解决工程质量争议提供技 术依据。
1 试样制备与试验方法
1.1 试样制备
P91钢管和P92钢管的坡口均为 U 型坡口,焊 前预热温度为200~250℃,手工钨极氩弧焊装点并 打底,焊条采用手工电弧焊过渡,其余部分采用埋弧 自动焊,焊接速率为20cm/min~50cm/min,焊后 热处理温度为(760±10)℃,保温时间为5h。母材 和焊材的具体尺寸如表1所示。
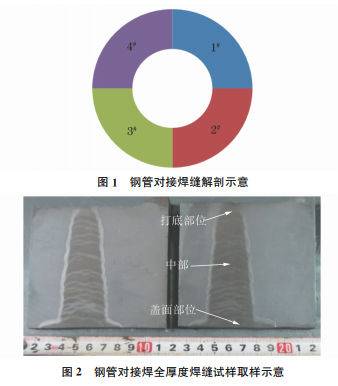
钢管对接焊后,按圆周方向均分为4个试样,依 次编号为1# ~4# (见图1),其中1# 试样焊态不进 行热处理,2# ~4# 试样均进行760 ℃的焊后热处 理,然后取全厚度焊缝试样(见图2)、金相检验试样 (三氯化铁+盐酸溶液擦拭腐蚀或体积分数为10% 硫酸溶液电解腐蚀)、透射电镜(TEM)试样(用聚焦 离子束取样)。
1.2 试验方法
对焊态和焊后热处理态试样的微观形貌进行分 析,确认黑线的产生环节是否与焊后热处理有关;用 NIKON MA300型光学显微镜观察试样的全厚度 区域(打底部位、中部和盖面部位),确认黑线的分布 特点;选择焊缝中典型的黑线,用JSM-6610型扫描 电子显微镜(SEM)、能谱仪(EDS)、TEM 及选区电 子衍射(SAED)等方法进行分析,确定黑线的化学 成分和结构特征。
2 试验结果
2.1 焊态与热处理态
P91-1试样焊态未发现黑线[见图3a)~3c)]; 760℃焊后热处理后,P91-1试样热处理态的近打底 部位、中部和近盖面部位均可见黑线,且不同位置的 黑线形貌特征无明显差异[见图3d)~3f)]。

2.2 黑线的分布及特征
将P91-1和P92-1试样经三氯化铁+盐酸溶液 腐蚀后,在光学显微镜下观察,结果如图4所示。由 图4可知:P91-1和 P92-1试样全焊缝范围内均可 见黑线,主要分布于柱状晶之间,但非均匀分布,且 黑线长度为0.05~2mm。

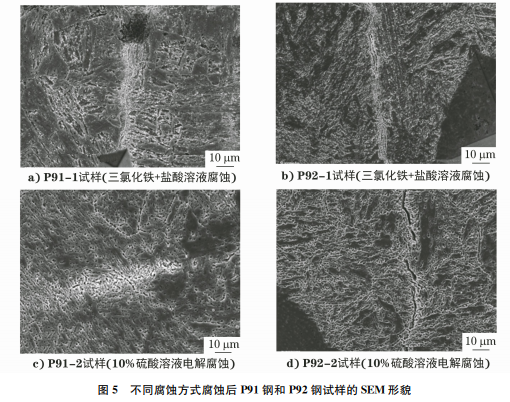
将三氯化铁 + 盐酸溶液腐蚀后的 P91-1 和 P92-1试样进行SEM 分析,发现在黑线位置可见线 状排列的颗粒状析出物[见图5a),5b)];将 P91-2 和P92-2试样经10%硫酸溶液电解腐蚀后进行 SEM 分析,可见试样表面上有许多析出物颗粒,含 有黑线的析出物均已脱落,脱落后形成的坑呈线状 排列,形似裂纹[见图5c),5d)]。
2.3 黑线的成分与结构
2.3.1 P91-1试样
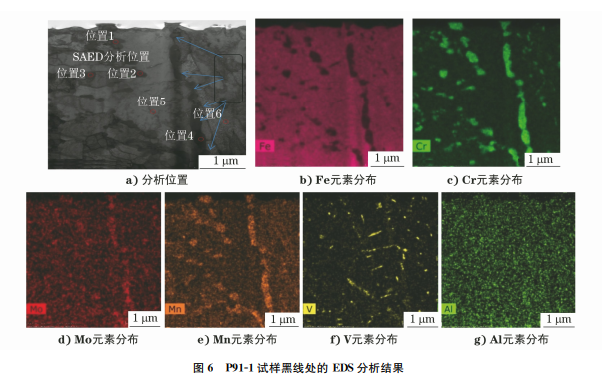
对P91-1试样黑线处进行EDS分析,结果如图 6所示。由图6可知:黑线富含Cr、Mo、Mn、V等元 素;位置1~4处的Cr、Mo、Mn、V 等元素含量远高 于基体(位置5~6)处,与晶界析出物(位置3)基本 相同,析出物为 M23C6 [4]。为了分析黑线(析出物) 的结构,选取了其中较大的析出物颗粒进行SAED分析,分析位置如图6a)所示,结果显示析出物为面 心立方结构。
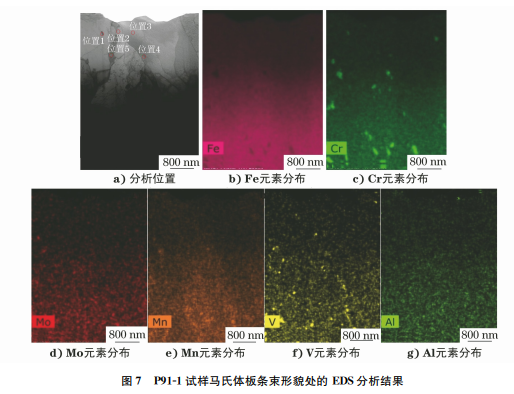
对P91-1试样马氏体板条束形貌处进行 EDS 分析,结果如图7所示,可见位置1和5处析出物含 有大量 Cr、Mo、Mn、V 等元素,远高于基体(位置 2~4)处。
2.3.2 P92-1试样
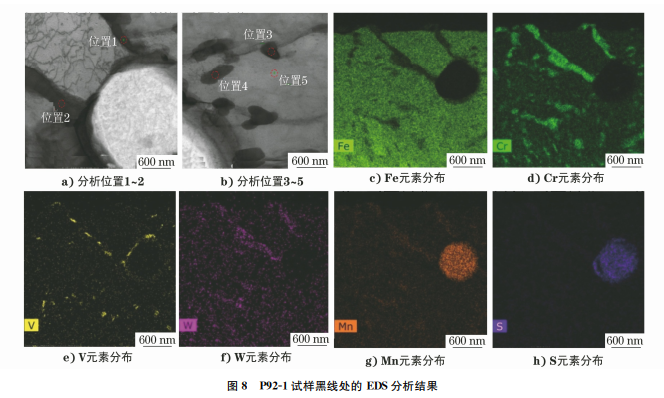
对P92-1试样黑线处进行EDS分析,结果如图 8所示,可见黑线处有大量颗粒状析出物,析出物 (位置1~2)的 Cr、Mo、W 等元素含量远高于基体 (位置5)处,与晶界析出物(位置3)基本相同,析出 物为 M23C6 [5-6]。选取了其中的较大析出物颗粒进 行SAED分析,结果如图9所示,可见析出物为面 心立方结构。

3 综合分析
P91钢和P92钢焊缝组织为不同位向的马氏体 板条束和马氏体板条。晶界上主要由块状、条状和 小的颗粒状析出相组成,而马氏体板条界上主要为 细小条状(或棒状)和粒状析出相,板条内有许多细 小的析出相,呈一定位向排列。P91钢和P92钢的 析出相主要是 M23C6,M7C3,M6C和 MX 等,其中 M23C6 为主要的析出物,M23C6 具有复杂的面心立 方结构,金属原子团 M 主要是 Cr原子团,可溶解 Fe、Co、Ni、W、Mo等元素[6]。
760℃焊后热处理后,焊缝中发现了黑线,表明 黑线与焊后热处理时的析出相有关。黑线可通过正 火热处理消除,证实了黑线为析出相,可以回溶至基体。
由SEM 和TEM 分析结果可知,黑线位置存在 线状排列的颗粒物,说明黑线不是裂纹,而是马氏体 焊缝组织析出物。EDS分析发现黑线富含Cr、Mo、 Mn、V等元素,与晶界或板条界的 M23C6 析出物化 学成分基本相同。黑线位置析出物颗粒的 SAED 分析结果显示,析出物为面心立方结构。从黑线的 微观形貌、化学成分和结构可以判定,黑线为线状排 列的 M23C6(M 为Cr、Fe、Mo等原子团)碳化物。
黑线的形成原因为:P91钢和P92钢焊接过程 中,Cr和 Mo等元素在柱状晶之间偏聚,焊后热处理时 M23C6 碳化物在柱状晶晶界析出,呈线状排 列。M23C6 碳化物与周围基体的化学电位不同,腐 蚀过程中会出现选择性腐蚀,在光学显微镜下观察 呈黑色线状,即黑线。
4 结论
(1)P91钢和P92钢的全焊缝范围内均存在黑 线,主要位于柱状晶之间。黑线并非裂纹,为焊后热 处理时析出的线状排列 M23C6 碳化物。
(2)P91钢和 P92钢焊接冶金过程中,Cr和 Mo等元素在柱状晶之间偏聚,并在焊后热处理时以 M23C6 碳化物的形式在柱状晶晶界析出,呈线状 排列,腐蚀后在光学显微镜下呈现黑色。
参考文献:
[1] 毛世勇,杨华春,杨金炳,等.600℃/620℃超超临界 机组锅炉高温再热集箱及管道材料选用探讨[J].发 电设备,2014,28(4):258-261.
[2] 张学星,曾辉.超超临界锅炉用P91/P92钢奥氏体晶 界显示方法 [J].理 化 检 验 (物 理 分 册),2018,54 (12):891-893.
[3] 师学礼.T/P91钢热处理强化及焊接接头组织性能 研究[D].镇江:江苏科技大学,2011.
[4] 束国刚,刘江南,石崇哲.超临界锅炉用 T/P91钢的 组织性能与工程应用[M].西安:陕西科学技术出版 社,2006.
[5] 刘福广,李太江,王彩侠,等.焊后热处理温度对P92 钢焊缝显微组织和力学性能的影响[J].动力工程学 报,2011,31(10):803-808.
[6] 李新梅,张忠文,李华东,等.新型耐热钢P92焊缝金 属微观组织研究[J].热加工工艺,2014,43(17):192- 194.


