
摘 要:对GB/T24183—2021标准的编制背景、意义及过程进行介绍,并对有关章节的内容进 行详细说明。GB/T24183—2021标准为第一次修订,为了充分了解国际标准,以薄钢板和铝合金 板为试样进行标准的符合性试验。该标准为指导和规范金属薄板、薄带的生产和验收提供了有力 的技术支撑,同时还可提升金属材料薄板和薄带的研发能力与工艺性能。
关键词:金属材料;薄板;薄带;制耳试验
中图分类号:TB31 文献标志码:A 文章编号:1001-4012(2023)02-0001-03
随着国内建筑、机械、汽车、造船、石化、电力等 行业的迅猛发展,金属薄板、薄带产业发展迅速,对 生产工艺的技术要求也日益提升[1]。同时,对薄板 与薄带的力学性能指标,特别是冲压性和稳定性也 提出了非常严格的要求,其中深冲制耳率直接影响 着国内相关领域(如汽车零部件制造、电器产品、航 空、精细仪表等)有关产品的质量可靠性评价与应 用[2-4]。新标准的颁布为制耳试验的推广应用提供 了有力的技术支撑,为指导和规范金属薄板、薄带的 生产和验收提供了依据,在有效使用材料、改进工 艺、提高产品质量、降低成本、保证产品的安全可靠 等方面都具有重要意义[5-7]。
国家标准GB/T24183—2021《金属材料 薄板 和薄带 制耳试验方法》于2021年8月20日发布, 2022年3月1日起实施。
采用该标准等同采用了国际标准ISO11531: 2015《金属材料 板材和带材 制耳试验》,该标准 对金属材料(薄板和薄带)制耳试验的原理、试验 设备、试样制备、试验程序、试验报告等进行了详 细 规 定。GB/T 24183—2021 代 替 了 GB/T 24183—2009。
1 编制工作介绍
1.1 编制工作进程
编制工作依据的项目编号为20193075-T-605, 项目名称为《金属材料 薄板和薄带 制耳试验方 法》。主要起草单位为上海海关工业品与原材料检 测技术中心等,计划完成时间为2021年4月。
起草(草案、调研)阶段:计划下达后,2019年12月全国钢标委力学及工艺性能试验方法分技术委员 会组织各起草单位成立了起草工作组,以上海海关 工业品与原材料检测技术中心为组长单位,负责主 要起草工作,冶金工业信息标准研究院和上海申力 试验机有限公司等积极参与。工作组随即进行了全 面调研,同时广泛搜集相关标准和国内外技术资料, 进行了大量的分析和资料查证工作,结合实际应用 经验,进行全面总结和归纳,在此基础上编制出《金 属材料 薄板和薄带 制耳试验方法》标准草案初稿。 经工作组研讨后,对标准草案初稿进行了认真的修 改,于2020年7月形成了标准征求意见稿及其编制 说明等相关附件,报全国钢标准化技术委员会秘 书处。
征求意见阶段:2020年7月23日,全国钢标委 力学及工艺性能试验方法分委员会秘书处将标准征 求意见稿和编制说明发送到力学及工艺性能试验方 法分委员会委员及有代表性的标准相关方广泛征求 意见,同时在国家标准制修订工作管理信息系统、钢 铁标准网公开征求社会意见,为期2个月。截至 2020年9月28日,共发函61个单位,收到21个单 位回函,共提出了54条意见或建议。
审查阶段:通过对这些反馈意见进行分类、归 纳、整理和分析,工作组采纳26条,不采纳27条,留 待审定会讨论1条,进而对标准征求意见稿进行了 补充和修改,于2020年10月完成了标准送审稿,并 提交全国钢标委力学分委员会秘书处。2020年10 月21日,全国钢标委力学及工艺性能试验方法分委 员会召开了标准审定会,会议一致通过了标准的审 定,形成了报批稿,后经国家市场监督管理总局和标 准委审查通过,国家市场监督管理总局和国家标准 化管理委员会批准发布。
1.2 标准编制原则
在修订GB/T24183—2021的过程中,遵循“面 向市场、服务产业、自主制定、适时推出、及时修订、 不断完善”的原则,注重标准修订与技术创新、试验 验证、产业推进、应用推广相结合,本着先进性、科学 性、合理性和可操作性以及标准的目标、统一性、协 调性、适用性、一致性和规范性的原则来进行该标准 的修订工作。
在起草标准的过程中,主要按照 GB/T1.1— 2020《标准化工作导则 第1部分:标准化文件的结 构和起草规则》和 GB/T20000.2—2009《标准化工 作指南 第2部分:采用国际标准》的要求编写。在确定该标准的主要技术指标时,综合考虑生产企业 的能力和用户的利益,寻求最大的经济、社会效益, 充分体现了标准在技术上的先进性和合理性。
2 主要章节内容说明
2.1 标准适用内容
标准规定了金属材料薄板和薄带(适用于公称 厚度为0.1~3.0mm 的金属薄板和薄带)在深冲后 测定制耳高度的试验方法,包括符号及说明、原理、 试验设备、试样、试验程序、结果计算和试验报告等。
2.2 主要修订内容和技术差异
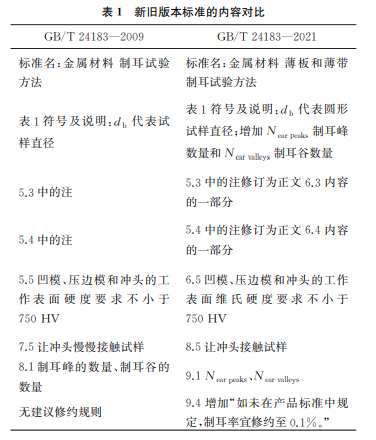
这次修订的国家标准与上一版(2009版)国家标 准均为等同采用当时现行有效的ISO11531国际标 准,新旧标准的主要技术差异如表1所示。
2.3 主要技术参数
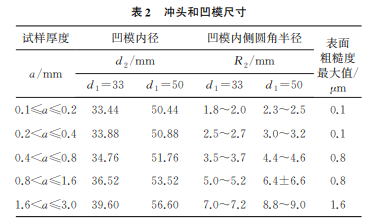
标准对试验设备进行了相关规定,包括对冲压 速率、压边力、定位装置、冲头和凹模的尺寸组合、粗 糙度的技术要求。根据金属薄板和薄带的厚度规 格,冲头和凹模的尺寸按照表2[冲头直径为33mm 时,冲头圆角半径R1 为(3.30±0.05)mm;冲头直 径为 50 mm 时,冲 头 圆 角 半 径 R1 为 (5.00± 0.05)mm]的规定进行选择(产品标准或双方协议 中另有规定的除外)。
在确保空心圆柱形杯体底部不产生撕裂的前提 下,应尽可能选用较大拉延比的试样,标准推荐了较为合适的拉延比;同时对试样周边的光滑度、试验前 处理也有相关要求。
标准规定了试验温度、试样厚度测量准确度,对 各个试验环节的注意点进行了详细说明。
3 试验验证
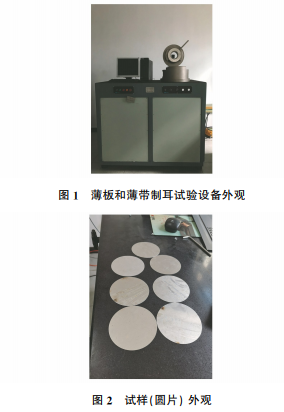
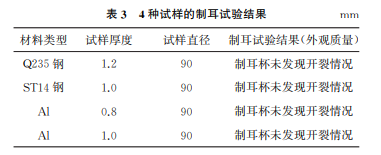
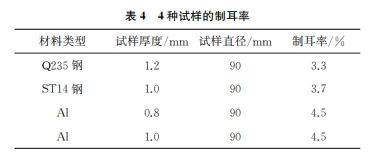
2020年6,7月按照文件技术要求选择试样,分 别进行了3组试验,结果良好。试验设备如图1所 示,试验机冲模直径为50mm,试验用材料分别是厚 度为1.2mm 的 Q235钢薄板,厚度为1.0mm 的 ST14钢薄板,厚度分别为0.8mm和1.0mm的铝合 金薄板,用线切割方式将试样加工成圆片(见图2)。
每组试验采用3个试样,经制耳试验后,圆片试 样变成了杯试样(见图3),检验制耳杯的外观质量, 具体结果如表3所示。然后一一测量制耳谷和制耳 峰的高度,计算材料的制耳率,具体如表4所示。

4 结语
制耳试验是评价金属薄板、薄带制造工艺和性 能,特 别 是 各 项 异 性 的 重 要 试 验 方 法。GB/T 24183—2021标准的修订充分吸收并反映了新工艺 的先进技术成果,保证了标准的时效性,为制耳试验 的推广应用提供了有力的技术支撑,为指导和规范 金属薄板、薄带生产和验收提供了依据,有利于提高 产品的性能。
参考文献:
[1] 温晓静.1100工业纯铝板材力学性能各向异性与制 耳率的关系研究[D].镇江:江苏大学,2008.
[2] 肖华,石磊,仝广,等.冲压成形凸耳不均匀的产生及 影响因素[J].锻压技术,2009,34(3):53-56.
[3] 黄瑶,温晓静,刘囝,等.纯铝轧制板材拉伸性能与深冲 制耳的关系[J].机械工程材料,2008,32(12):66-68.
[4] 胡成武,王镇柱,李文元,等.冷轧深冲板制耳率的试 验[J].塑性工程学报,2015,22(1):76-81.
[5] 黄光杰,汪凌云.3104铝合金板材织构和制耳行为研 究[J].重庆大学学报(自然科学版),2000,23(3):20- 22,39.
[6] 潘秋红,张毅峰,王雷刚,等.冷轧生产工艺对1100铝 合金板塑性应变比与杯形件制耳率的影响[J].机械 工程材料,2009,33(9):47-50.
[7] 吴青松,祝洪川,王立新,等.塑性应变比各向异性度 与制耳率之间关系探讨[J].物理测试,2013,31(1): 14-16.


