
摘 要:火电机组承压部件上的温度管座频繁发生失效,总结了温度管座失效的主要影响因素, 提出了综合优化的概念,并对影响管座安全性最重要的3个影响因素进行研究。对火电机组温度 管座的技术监督给出了相关建议,可为火电厂新建机组温度管座的设计制造、在役机组温度管座的 维修改造提供理论指导。
关键词:火电机组;承压部件;温度管座;影响因素;综合优化;安全性
中图分类号:TB31 文献标志码:A 文章编号:1001-4012(2023)03-0001-04
火力发电厂承压部件上管座众多,主要有温度测 点、压力测点、疏(放)水、排空、蒸汽取样等,管座均连 接在主蒸汽及再热蒸汽管道和集箱上,其工作温度 高、压力大。近年来,因火电机组的调峰要求,高温、 高压管座和套管角焊缝处频繁发生泄漏事故[1-4],其 中温度管座的套管失效概率较大。为保证测温的准 确性,温度管座需要插入承压部件内部,温度套管顶 端受到蒸汽冲刷,长时间运行易产生疲劳失效,造成 机组非计划停机,给现场人员的人身安全带来隐患。 有学者指出,P91钢主汽管道上热电偶插座裂纹的产 生原因为焊接结构设计不合理,采用增大坡口根部角 度的方法并保证全焊透可以避免裂纹的产生,但焊缝 缺陷返修实施难度很大,且返修对主汽管道损伤太 大[5];采用增加管座结构的方法进行改造,可以大大 降低焊接及热处理工艺的操作难度,但温度管座与套 管的角焊缝是未焊透结构,只能对角焊缝处进行表面 探伤,无法对焊缝内部的缺陷进行检测[6]。
火电厂温度管座的失效往往是各种因素综合影 响而导致的。材料选择不当、装配不当、焊接工艺执 行不到位、焊缝埋藏缺陷无法被及时检测等原因,均 会导致管座失效,因此管座的安全服役是综合优化的 结果。针对这一情况,笔者对温度管座的结构、焊接 工艺、选材、检测方法等方面进行了系统研究,开展了相关试验,并提出了综合优化的概念,为火电厂新建 机组管座设计、失效管座技术改造提供理论指导。
1 温度管座失效的典型案例介绍
1.1 主汽门温度套管脱落
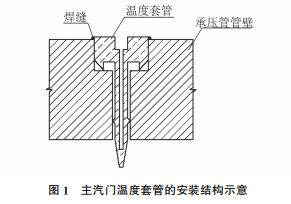
2016年国内某电厂600MW 机组高压主汽门 入口温度保护套管脱落,主汽门材料为ZG15CrMo 钢,壁厚约为80mm,温度套管材料为1Cr18Ni9Ti 钢,温度套管与主汽门管座孔为过渡配合,焊接结构 未开坡口,焊接材料为 A132 钢,焊脚尺寸约为 5mm(见图1)。经检查发现,位于坡口面约50%的 焊道外观有明显的裂纹扩展痕迹,约30%有明显的 撕裂痕迹。该焊接结构未开坡口,焊脚尺寸及焊接 材料不符合相关标准要求,当机组启停和调峰频繁、 温度变化次数增加时,该温度套管受到周期性热应 力,在焊缝根部产生裂纹,在运行过程中裂纹不断扩 展,最终导致温度套管脱落。
1.2 主蒸汽管道上温度套管开裂
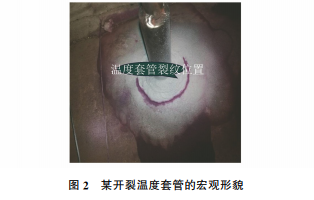
国内某电厂600MW 机组的主蒸汽管道上温 度套管发生开裂,开裂温度套管的宏观形貌如图2 所示,可见裂纹位于焊缝与母管熔合线附近,主蒸汽 母管材料为 A335P91钢,壁厚为47mm;温度套管 材料为1Cr18Ni9Ti钢,结构形式为温度套管直接 埋入主蒸汽管道中,且为未焊透结构。该温度套管 的结构为直埋式未焊透结构,焊缝根部应力集中程 度较大,焊缝根部坡口角度较小,焊接时摆丝困难,容易形成夹杂、未熔合缺陷。母管与套管材料不同, 为异种钢焊接,焊接后实施热处理的难度较大,在交 变应力的作用下,沿焊缝与母材侧熔合线产生裂纹, 导致温度套管发生早期开裂。
2 温度管座失效影响因素
2.1 异种钢焊接接头
温度管座的材料一般为不锈钢,管道、集箱或缸 体一般为铁素体耐热钢,因此温度管座就出现了异 种钢焊接的结构设计。据统计,奥氏体异种钢接头 发生早期失效的时间约为7×104h,镍基合金异种 钢接头发生早期失效的时间约为106h。异种钢的 热膨胀系数存在差异,导致焊接接头内部应力较为 复杂,低合金侧容易产生氧化缺口,因此异种钢焊接 接头易发生早期失效。
2.2 结构
目前直埋式温度管座一般都为未焊透结构,其 焊缝根部角度较小,焊接时摆丝困难,容易形成未焊 透或未融合缺陷,这种结构容易产生内部缺陷,且很 难被检测出来,使焊接质量难以得到有效控制。
2.3 焊接工艺
焊接工艺不当,没有进行预热和焊前热处理,焊 缝根部存在严重未焊透现象,未做焊后热处理,均会 导致温度管座发生早期失效。
2.4 装配工艺
装配工艺不当会导致管座发生振动,并产生应 力集中;还会使温度管座的锥形套与管壁内孔的锥 形面未紧密接触,管座直段在介质冲击作用下发生 振动,最终使温度管座根部发生疲劳断裂。
2.5 管系布置
机炉外管往往没有设计图纸,施工单位在施工 过程中因地制宜进行布置,但如果布置不当造成热 膨胀受阻、支吊架调整不到位,会使管座产生拘束应 力,并引发开裂。
2.6 加工工艺
温度管座变径处存在退刀槽和截面突变,没有 进行圆滑过渡,存在应力集中,容易导致该部位发生 泄漏。
3 综合优化
3.1 管座结构
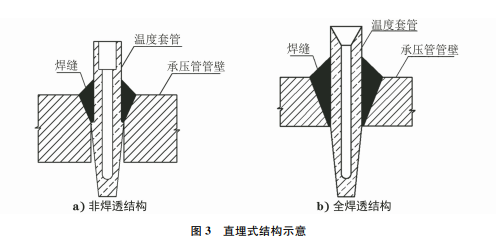
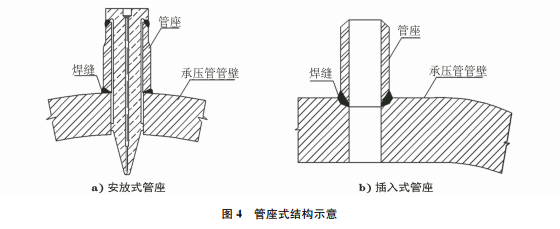
温度管座按结构形式分为直埋式、管座式和螺 纹式(见图3~5)。直埋式温度管座是将管座直接埋入承压部件内部焊接而成,可分为根部非焊透结 构和全焊透结构;管座式温度管座是用短节接管相 连接,可分为安放式和插入式;螺纹式温度管座是在 管道开孔处或管座内壁加工螺纹,套管与管座用螺 纹连接,并在管座表面进行焊接密封。
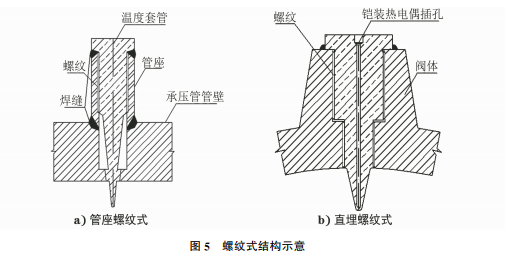
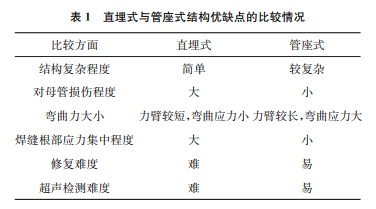
因无法对螺纹式结构角焊缝进行无损检测,故 对管座的质量可控性较差,存在安全风险,应用较 少,一般应用于高中压主汽阀上;直埋式和管座式在 各类管座中应用较广泛。直埋式与管座式结构优缺 点的比较情况如表1所示,可见管座式结构焊缝处 的应力更小,对主管母材的热损伤小,易修复,可以 对焊缝埋藏缺陷进行超声检测,因此在设计、改造、 维修中应首选管座式结构。
3.2 管座材料
国内大部分设计院设计的温度套管材料主要有 两种,一种是与管道同材料的低合金耐热钢,另一种 是奥氏体不锈钢,这两种材料在各机组中所占比例相当。不锈钢温度套管的优点为,具有良好的抗氧 化性、耐腐蚀性以及抗蒸汽冲刷能力;缺点为易发生 异种钢接头早期失效,且镍基焊缝不易进行超声检 测,很难对其进行质量监控。因此管座应选用与套 管相同的材料,要综合考虑材料的强度、抗氧化性、 热膨胀性、疲劳、焊接、检验检测等方面因素。
3.3 管座检测方法
3.3.1 外径为32~89mm的管座
依据行业标准,当管座外露检测面长度满足规 程要求时,可采用普通 A型脉冲反射法对管座角焊 缝进行检测。探头放置的检测面为接管外壁,依靠 一次直射波和内壁二次反射波进行焊缝检测覆盖, 检测过程中无须考虑管道曲面对缺陷定位的影响。
目前绝大部分机组管座的检测面长度均不满足 规程要求,对于这种情况,如果管座检测面长度不小 于25mm,也可使用相控阵法进行检测[7]。
对于安放式管座,依据DL/T1105.2—2010《电 站锅炉集箱小口径接管座角焊缝 无损检测技术导则 第2部分:超声检测》进行检测,可发现接管侧坡口的 未熔合、未焊透缺陷,以及焊缝中的气孔、夹杂、部分 反射面较好的裂纹,但若主管筒体不开坡口或坡口角 度很小,则很可能漏检主管筒体坡口的未熔合缺陷。
对于直埋式管座,依据 DL/T1105.2—2010进 行检测,容易漏检接管侧焊接区未熔合缺陷,这也是 直埋式结构不容易进行质量控制的原因。
3.3.2 外径不小于89mm的管座
外径不小于89mm的管座在疏水、排空、测温、 压力管座中应用较少,此处不进行讨论。
3.3.3 外径为22~32mm 且壁厚不小于4mm 的 管座
对于外径为22~32mm 且壁厚不小于4mm 的管座,很多常规超声检测规程都没将其纳入检测 范围,可用相控阵法对其进行检测。
3.3.4 外径小于22mm或壁厚小于4mm的管座
对于壁厚小于4mm的管座,体波难以传播,易 形成导波,不能进行超声检测。可以采用直流磁粉 检测法对其近表面缺陷进行检测。试验证实,满足 提升力≥177N 的直流电磁轭,能检测壁厚4mm 管座的对接焊缝根部未焊透缺陷。
4 建议
4.1 管座结构的选择
对于服役温度大于 400 ℃ 或服役载荷大于5.9MPa的承压部件,推荐使用插入式管座;对于服 役温度小于400℃或服役载荷小于5.9MPa的薄壁 承压部件(壁厚小于20mm),推荐使用直埋式管 座。管座角焊缝、温度测点、取样管等与管座的对接 焊缝均须采用全焊透结构。
对于安装在管道上的各类管座,不宜使用螺纹 式结构;对于安装在各类阀(缸)体上的各类管座,允 许采用螺纹式结构。靠插入端紧密配合的温度管 座,宜采用圆锥形设计,安装时保证管座与承压部件 管壁顶紧。
承压部件管座形式及角焊缝结构的设计应满足 无损检测对焊缝内部缺陷和表面缺陷的检测要求, 接管外径不小于32mm,壁厚不小于4mm,长度不 低于60mm,强度满足设计要求。
4.2 材料及焊接工艺的选择
高温(服役温度不小于400℃)管座及套管宜选 用与承压部件相同的材料,低温(服役温度小于 400℃)管座及套管可采用比承压部件性能等级高 的材料。
焊缝坡口形式以及坡口角度的设计要满足根部 焊透要求,尽量减少熔敷金属填充量,以降低焊接应 力;焊接宜采用氩弧焊打底,氩弧焊或低氢焊条填充 和盖面。
4.3 检测方法
按DL/T869—2012《火力发电厂焊接技术规 程》的相关要求,对焊接接头进行宏观观察、光谱检 验,如焊接接头能放置便携里氏硬度计时,应进行硬 度测试。铁磁性材料优先使用磁粉检测。能确定温 度管座结构且结构允许的情况下应进行超声检测, 并应制定超声检测操作指导书;结构不满足超声检 测要求且曾发生过失效的管座,应进行结构改造,以 满足检测要求。
5 结语
火电厂温度管座失效的影响因素有:管座结构、 管座材料、焊接工艺、装配工艺、管系布置等,需采用 综合优化思维对管座的安全性进行评价。
管座结构宜优先选择全焊透的插入式管座,套 管及管座应选用与承压部件相同或相近的材料。管 座的结构设计、材料选择应满足无损检测对焊缝埋 藏缺陷和表面缺陷的检测要求。
综合优化概念的提出可以为提高火电厂温度管座的安全性,避免机组发生事故甚至造成人身伤亡 等提供理论支持。
参考文献:
[1] 王宏军,窦怀武,岳永久,等.#4炉主蒸汽取样一次 门前仪表管管座角焊缝裂纹原因分析及处理[J].电 焊机,2010,40(2):58-60.
[2] 王斌.高温蒸汽管道、联箱中小口径管座的开裂及防 范措施[J].热力发电,2003,32(4):39-41.
[3] 任晓虎,陈明,谢逍原,等.660MW 高压加热器接管 角焊缝开裂原因分析[J].理化检验(物理分册), 2017,53(7):519-523.
[4] 胡斌斌.给水管座开裂原因分析[J].理化检验(物理 分册),2009,45(4):230-235.
[5] 于进云,张家刚.P91主蒸气管道热电偶插座裂纹分 析及在线修复[J].焊接,2008(8):46-49.
[6] 陈龙.火电机组四大管道温度计套管改造[J].电力安 全技术,2015,17(4):37-40.
[7] 乐群立.厚壁管道热电偶插座焊接结构改进与工艺研 究[J].电力建设,2008,29(4):86-88.
[8] 于达,龙华明,孙亚娟,等.小直径管管座角焊缝相控 阵检测探究[J].焊管,2015,38(8):16-19.


