
节镍型奥氏体不锈钢具有良好的性能因而在各行业广泛应用。柳钢中金冷轧厂950 mm不锈钢冷连轧机组自投产以来断带率一直居高不下。文章分析了不锈钢冷连轧轧制过程发生断带的原因,指出原料质量缺陷是导致冷连轧过程断带的主要原因,其次是操作不当、工装设备故障及焊缝质量不高造成断带。通过加强原料表面质量监控、优化轧制工艺参数及规范操作等措施,使冷连轧断带率降低至较低水平,提高冷连轧机组有效作业率,降低生产工序成本。
柳钢中金950 mm不锈钢冷连轧机组采用6机架六辊轧机,年设计产能30万t,产品规格:厚度0.60~2.2 mm,宽度485~800 mm;钢种主要为节镍型奥氏体不锈钢,其具有良好的耐蚀性、高低温性能、力学性能及工艺性能,广泛应用于建筑装饰、电器化工、卫生设备、交通运输、航空航天及核工业等各领域[1]。随着我国经济的快速发展,节镍型奥氏体不锈钢的需求不断扩大。冷连轧机组在轧制过程中发生断带故障是冷轧工序的主要生产故障之一[2]。柳钢中金冷轧厂自2018年7月试生产以来,累计生产约13万t,连轧断带率一直居高不下,最高月份断带率为1.59%。本文主要分析冷连轧机组轧制过程发生断带的规律,通过加强原料表面质量监控、优化轧制工艺参数及规范操作等控制措施,降低连轧断带率,提高连轧机组有效作业率,达到降低生产工序成本。
断带原因分析
不锈钢冷轧机组轧制过程中的断带事故主要发生在焊缝区域和非焊缝区域。在焊缝区域断带的主要原因是焊缝质量不好及焊缝区轧制参数设置不合理;非焊缝区域断带主要原因是原料存在边裂、夹杂、脱皮、凹坑等缺陷,轧制张力、速度、压下量等参数设置不合理以及轧制操作故障及工装设备故障等[3]。此外,节镍型奥氏体不锈钢冷轧形变诱导马氏体相变加重材料加工硬化程度也是导致冷连轧断带的原因之一[4]。柳钢中金冷轧厂轧制过程发生断带情况见表1。从表1可以看出,原料质量缺陷是导致冷连轧过程断带的主要原因,自2018年7月投产至2019年5月底,原料质量缺陷导致断带次数占总断带的比例为60.47%,其次是由于操作、工装设备及焊缝原因造成断带。

原料质量缺陷导致断带
在原料质量缺陷中,能导致冷连轧断带的缺陷主要有:边部裂纹、孔洞、夹杂分层、来料厚差、硬度不均以及折叠,其他如镰刀弯、厚度波动、板形不良等缺陷,达到一定程度后也可导致断带[5–6]。原料缺陷导致连轧过程断带的宏观形貌如图1。原料边部因冶炼、轧制及物理撞伤、刮伤出现明显裂缝或缺口时,开卷操作人员较容易发现,对缺陷部位进行打磨、切除等处理,来不及处理时通知轧机主操在轧制过程中采取相应措施,避免断带事故发生。但带钢边部存在微小裂纹时,开卷操作人员检查时不易发现,带钢裂纹部位在经5辊拉矫机拉延时,裂纹随着带钢的延伸向板面内扩展,裂纹部位进入轧机后,在机架间变形及张力作用下发生断带,如图1(a)所示。尤其在轧制薄规格时,带钢总变形量较大,加剧节镍型奥氏体不锈钢加工硬化程度,带钢边部缺陷导致断带几率更高。带钢板面存在孔洞时,且孔洞距离带钢边部较近,其断带过程与边裂相似,钢带因夹杂等原因形成大孔洞,即使孔洞不在钢带边部,进入轧机后会导致机架内张力偏差较大,引起轧制波动而导致断带,如图1(b)所示。
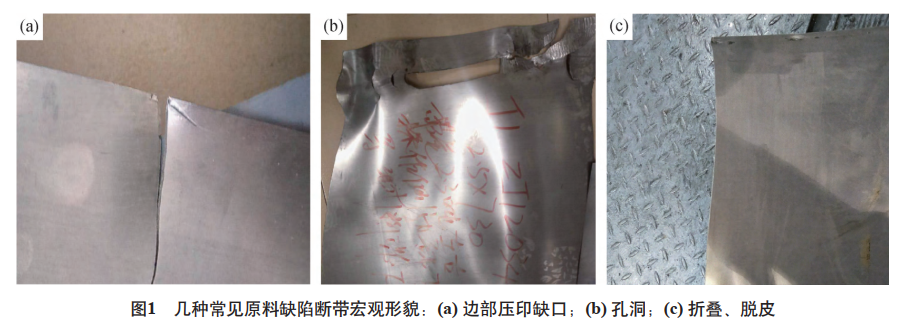
带钢折叠、脱皮部位进入轧机后,由于各部分带钢延伸率不均匀,造成机架间张力失稳发生断带,如图1(c)所示。来料带钢厚差加大时,带钢进入轧机时会导致F1机架轧制力迅速上升,入口张力急剧下降,从而导致带钢打滑或严重跑偏断带。
冷轧操作故障
轧机区检测仪器较多,操作人员通过测厚仪、张力计、传感器等仪器对整个轧制过程进行监测和动态调整。当某一检测仪器发生故障时可能导致操作人员调整失误而造成断带,尤其是轧机入口测厚仪和各个张力计。入口测厚仪发生故障时,AGC无法对原料的厚度波动及时准确响应,若原料厚度波动较大时,将会导致后机架张力波动大而造成严重断带。在轧制过程中,操作人员会依据带钢在操作侧与传动侧的张力偏差来调整轧机的水平度,如果张力计发生故障,将直接导致调整失误而发生断带[5]。
工装设备故障导致断带
轧辊和轴承是轧机主要工装设备,投产初期轧辊使用管理不规范,存在内裂纹的轧辊未探伤使用、下线轧辊未待应力释放即修磨上线、工作辊硬度较高等,导致在生产过程中轧辊剥落时有发生,其破坏特征是从内向外剥离,破坏时表面无明显预兆,具有突发性。在生产中突然出现轧辊剥落,剥落处轧辊会将带钢轧裂,甚至断带[6]。此外,生产过程中工作辊轴承磨损卡死或烧坏,致使轧辊无法运转,从而导致断带。
形变诱导马氏体体积分数较高导致断带
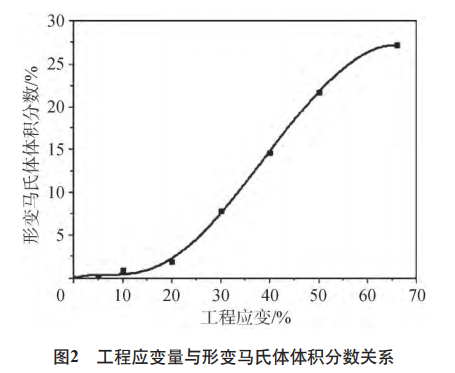
节镍型奥氏体不锈钢为典型亚稳定奥氏体不锈钢,塑性变形会使亚稳定面心立方奥氏体转变为具有铁磁性的体心立方马氏体,形变马氏体对不锈钢性能有较大的影响。根据文献[7]得知,节镍型奥氏体不锈钢形变马氏体体积分数曲线如图2所示。当应变量小于5%时,材料中无马氏体相变产生;当应变量超过5%时,马氏体含量随应变量的增加而增多;在应变量小于20%时,不锈钢产生少量的形变马氏体;应变量在20%~50%之间时,形变马氏体随应变量的增加而急剧增加,几乎呈线性关系;当应变量大于50%时,形变马氏体含量仍有所增加,但是增加速率减小。形变诱导马氏体体积分数增加,使加工硬化程度加剧,当不锈钢轧制过程总压下率达到一定程度后,其所特有的时效裂纹就会发生裂纹扩展,裂纹扩展到一定程度将会导致断带。
焊缝区域断带原因
节镍型奥氏体不锈钢合金含量较高,加工硬化程度大,总压下率要求控制在50%~70%之间,因此来料焊缝区域要承受比带钢非焊缝区域更大的应变量而不发生断带,这就要求焊缝区域必须具有较高的焊接质量。轧制过程中在焊缝区域发生断带的主要原因是焊缝质量不好及焊缝区的轧制参数设置不合理。
降低断带率的措施
原料质量缺陷监控
据统计目前柳钢中金酸洗白皮卷质量缺陷导致断带次数占总断带比例为60.47%,可见,原料质量缺陷是导致


