0. 引言
热作模具长时间工作于高温高压环境,常会因磨损、开裂和腐蚀等原因而发生失效[1]。通过表面涂覆、表面改性和表面处理等表面工程技术在模具表面形成一层性能优异的涂层或改性层,是一种经济有效的提升模具性能的方法[2]。热作模具表面的涂层或改性层应具有抗高温磨损的能力。目前,国内外主要有铁基、钴基和镍基3大类高温耐磨材料,其中铁基材料的耐磨性能良好、价格低廉、适用范围较广。在铁基合金材料中,碳与合金元素形成NbC、WC、TiC等碳化物,可细化晶粒、改善材料组织[3-4],并且NbC等硬质相均匀分布在韧性较好的铁基合金中,有利于提升铁基涂层的硬度及高温耐磨性能[5-6]。
埋弧堆焊是一种常用的表面强化技术,通过在基材表面堆焊一层或多层合金熔覆层来改善基材表面性能[7-8]。埋弧堆焊制备的铁基合金熔覆层能与基体实现良好的冶金结合,并且抗磨损能力较强,在热作模具表面修复和增强改性方面得到广泛应用[9-10]。艾孝文等[11]采用埋弧堆焊技术在Q235钢板表面制备Fe-Cr-C-Nb-V系合金堆焊层,该堆焊层的组织由α-Fe和γ-Fe基体,以及MC、M7C3和M3C硬质相等组成,组织致密,常温耐磨性较好。
目前,针对铁基合金熔覆层在800 ℃高温下的耐磨性能研究较少。堆焊电流是埋弧堆焊关键工艺参数之一,对熔池温度、冷却速率、熔覆层组织等有着直接影响。作者采用自制的Fe-Cr-W-Nb药芯焊丝,在Q235钢基体表面堆焊熔覆层,研究了堆焊电流对熔覆层组织与硬度的影响,并研究了熔覆层在800 ℃高温下的耐磨性能,拟为制备高温耐磨熔覆层提供一定的理论依据。
1. 试样制备与试验方法
自制Fe-Cr-W-Nb药芯焊丝,外皮为430不锈钢钢带,药芯和钢带的化学成分见表1。药粉过60目筛后干燥、混合均匀后装入U型不锈钢钢带槽中,采用LZ6/560型药芯焊丝成型机轧成直径为4.4 mm的O型截面焊丝,经拉拔处理依次减径0.5 mm,直至直径为2.4 mm。药芯焊丝的粉末填充率约为45%。
| 材料 | 质量分数/% | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Cr | W | Nb | Mn | P | S | Ni | Mo | Fe | |
| 药芯 | 2.5~2.8 | 1.0~1.5 | 23~25 | 5~7 | 3~5 | 1~2 | 余 | ||||
| 钢带 | ≤0.12 | ≤1.00 | 16 | ≤1.00 | ≤0.04 | ≤0.03 | ≤0.60 | 2 | 余 | ||
Q235钢基体试样的尺寸为30 cm×20 cm×12 cm,堆焊前将其表面用角磨机磨平,去除表面油污以及氧化皮,直至露出金属光泽。使用MZ1250型埋弧焊机在处理好的基体表面制备熔覆层,堆焊电流分别为350,400,450,500 A,堆焊电压为37 V,堆焊速度为35 mm·min−1。
采用数控走丝线切割机床在堆焊试样表层切割出尺寸为10 mm×10 mm×10 mm的金相试样,对其截面进行打磨抛光,用由质量比为1∶10∶20的FeCl3、HCl、H2O组成的三氯化铁溶液腐蚀15 s后,采用多功能ZEISS Axio plan2型光学显微镜(OM)观察截面显微组织。采用X Pert PRO MPD型X射线衍射仪(XRD)分析熔覆层的物相组成,工作电压为50 kV,工作电流为200 mA。采用Nova 400 Nano型场发射扫描电子显微镜(FESEM)观察熔覆层微观形貌,用附带的能谱仪(EDS)分析微区成分。采用HX-500型显微硬度测试计测试熔覆层的截面显微硬度,载荷为9.8 N,保载时间为10 s,沿深度方向每隔20 μm取点测试,相同深度测3个点取平均值。在堆焊试样上切割出尺寸为ϕ4.8 mm×18 mm的销试样,在淬火态GCr15钢上切割出尺寸为ϕ44 mm×5 mm的圆柱形底盘,在MUZ-10Z型高温真空摩擦磨损试验机上进行销盘摩擦磨损试验,试验温度为800 ℃,转速为100 r·min−1,载荷为100 N,时间为120 min,测试3组,每组2个平行销试样。使用精度为0.000 1 g的电子天平称取试样磨损前后的质量,计算磨损质量损失。采用FESEM观察磨损形貌。
2. 试验结果与讨论
2.1 物相组成
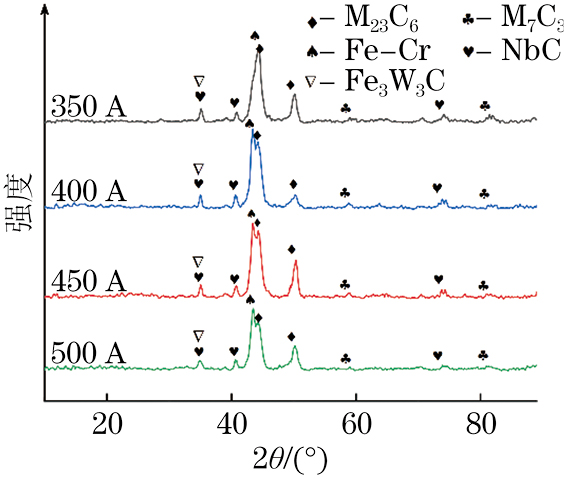
由图1可知,不同堆焊电流制备的熔覆层均存在Fe-Cr固溶体、M23C6、NbC以及少量M7C3、Fe3W3C等物相,M代表铁、铬等元素。Fe-Cr固溶体和M23C6相的衍射峰强度相对较高,说明熔覆层主要由Fe-Cr固溶体和M23C6碳化物组成。
2.2 显微组织
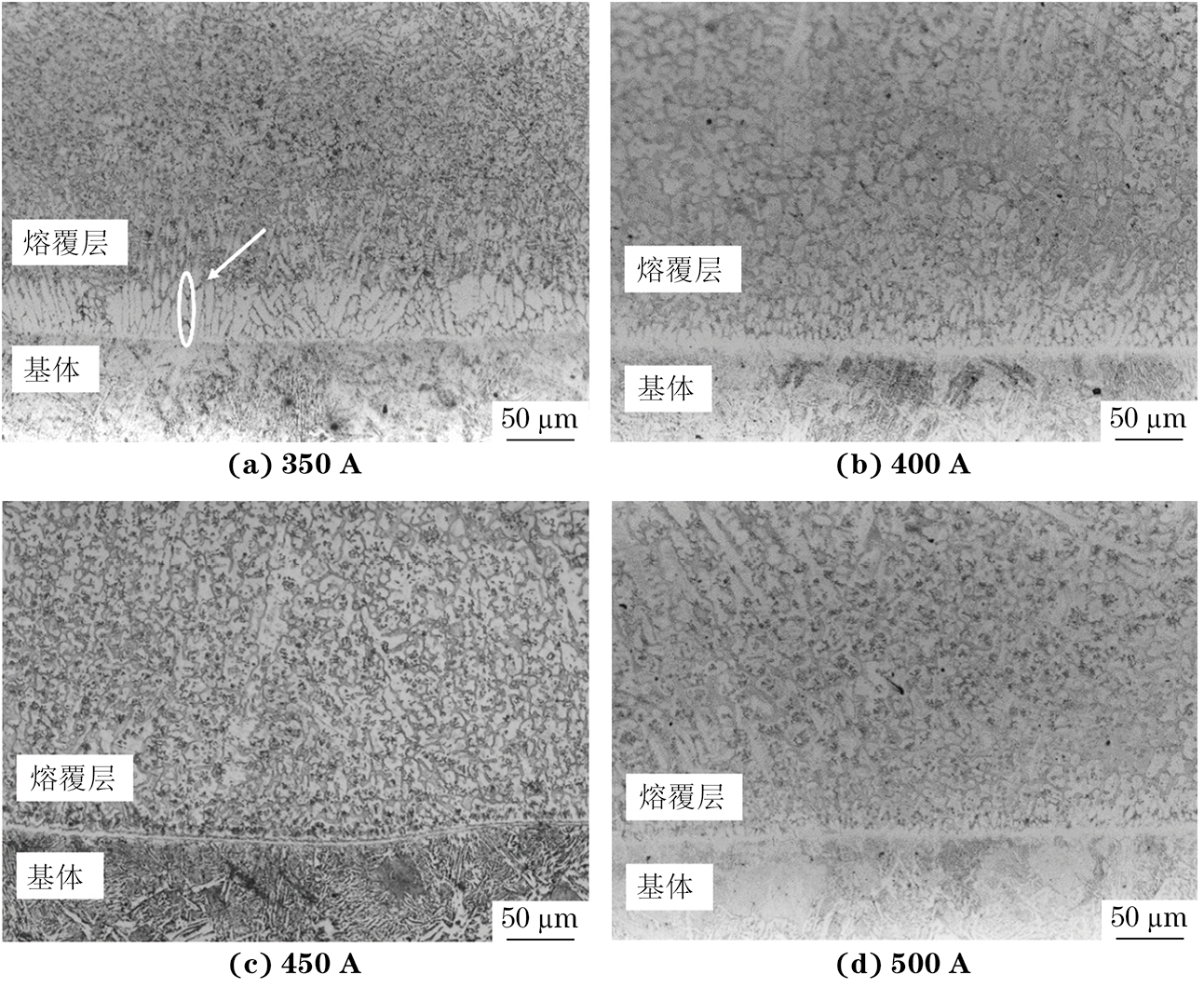
由图2可见,不同堆焊电流制备的熔覆层与基体结合界面处均未出现裂纹、孔洞等缺陷。当堆焊电流为350 A时,熔覆层与基体之间的熔合线附近存在大量白色长条形区域(箭头所指),这是因为低电流下热输入小,熔覆层与钢基体反应不充分;随着堆焊电流的增大,热输入逐渐提升,白色长条形区域减少,当堆焊电流为450 A时,几乎不存在白色长条形区域,熔覆层与基体之间的熔合线清晰,说明在此堆焊电流下热输入适中,熔覆层与钢基体反应充分;当堆焊电流继续增大至500 A时,由于热输入较大,熔覆层与基体之间的熔合线较模糊,熔合线附近白色长条形区域较少,说明基体表面熔化量过多并与熔覆层混合,过会导致熔覆层中合金元素浓度的稀释,影响熔覆层性能。
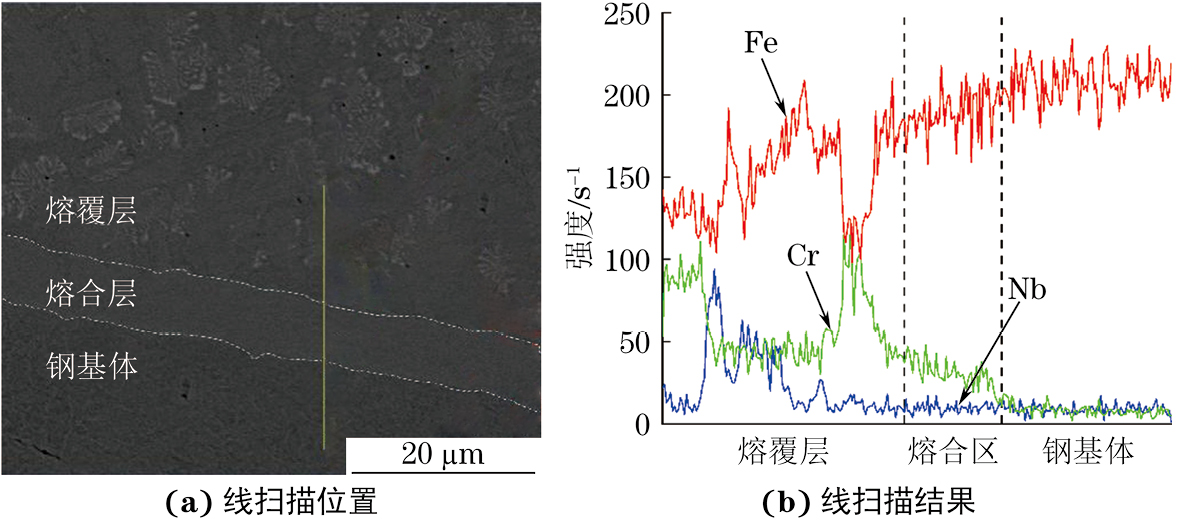
由图3可知,从熔覆层向基体方向,铬和铌元素含量降低,铁元素含量增加。这是因为在堆焊过程中的高温作用下,熔覆层中高含量的铬和铌等元素向钢基体一侧扩散,钢基体中的铁元素向熔覆层扩散,从而在熔合区形成具有元素浓度梯度变化的区域;钢基体与熔覆层之间形成良好的冶金结合[12]。
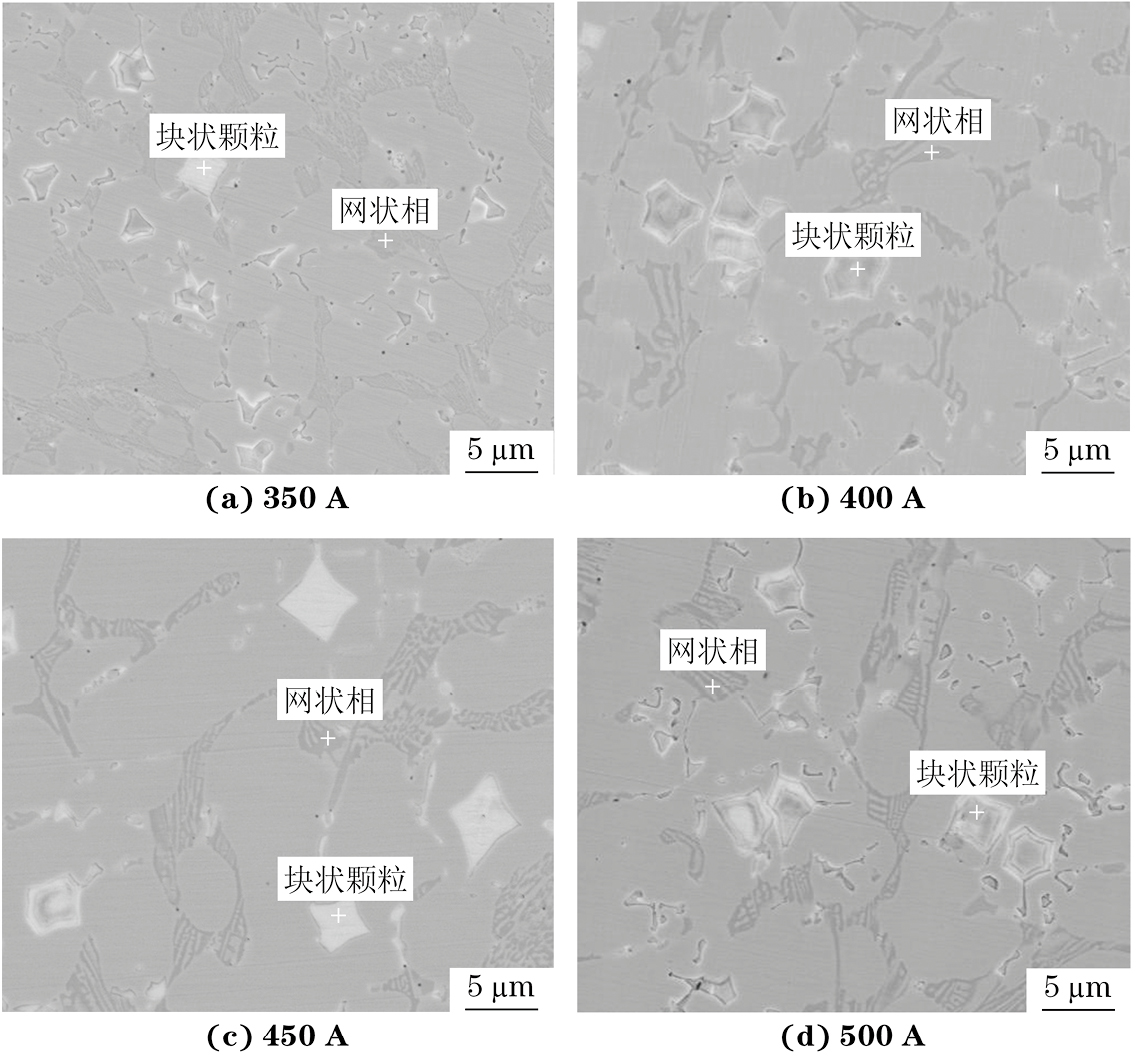
由图4可见,不同堆焊电流下熔覆层中均出现了浅灰色块状颗粒、深灰色网状相和灰色Fe-Cr固溶体基体相。结合表2和XRD分析可知:浅灰色块状颗粒中碳与铌元素含量较高,且原子比接近于1∶1,推断为NbC硬质相;网状相中铬和铁元素含量高,这2种元素与碳元素原子比约为23∶6,推断为(Cr,Fe)23C6碳化物。铌元素是强碳化物形成元素,在埋弧堆焊过程中和碳原子经过原位反应形成NbC硬质相[13],对硬度与耐磨性的影响远大于铬碳化合物[14];(Cr,Fe)23C6网状碳化物的硬度高,在具有韧性的Fe-Cr固溶体基体中起到支撑和强化作用,可作为抗磨损的“骨架”提升熔覆层的硬度和耐磨性[15-16]。