
摘 要:采用扫描电镜、金相检验、显微硬度、化学成分分析、摩擦系数试验等方法对某型号乘用车车桥固定螺栓的断裂原因进行了分析。结果表明,螺钉的断裂性质是氢致延迟断裂,螺栓表面受到污染后摩擦系数减小导致安装预紧力过大及电镀后驱氢不充分是诱发螺栓氢脆的主要原因。
车桥作为汽车的重要部件,传递着车架与路面之间各个方向的作用力,直接影响汽车行驶的安全性和可靠性,其上采用的紧固螺栓是车桥的关键部件,汽车主机厂通常会要求其供应商提供的紧固件产品零缺陷。某型号乘用车车桥在安装完成后约48小时,发现其一枚紧固螺栓断裂,厂方要求分析断裂原因。该螺栓规格为M10×1.25×128,性能等级10.9级,安装扭矩为80±10N•m,材质为42CrMo,表面电镀黄锌,电镀后经200℃、4小时的驱氢处理。
1. 理化检验
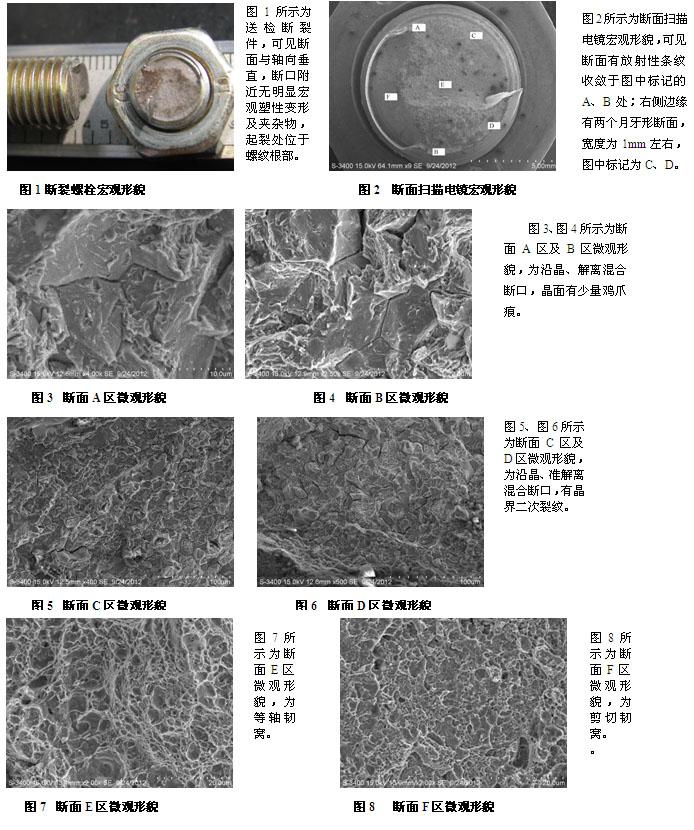
1.1断口分析
2.综合分析
从上述分析结果可知,螺栓断口附近虽无塑性变形,但微观形貌显示断裂面韧窝区域约占整个断面面积的80%左右,说明螺栓断裂时承受较大的轴向应力。从摩擦系数测试结果可知,安装厂家送检的完好螺栓摩擦的总系数为0.11,螺纹部位摩擦系数仅为0.07,明显小于生产厂家送检螺栓的0.20。当采用扭矩控制安装时,较小的摩擦系数将导致螺栓承受较大的轴向预紧力,从预紧力——扭矩试验结果可知,当安装扭矩为80N•m时,安装厂家送检的螺栓预紧力达到53.4kN,已高于标准规定该等级规格螺栓的保证载荷试验应力50.8kN,并接近螺栓的屈服强度57.5kN,当安装扭矩存在误差的情况下,螺栓很可能被超拧。
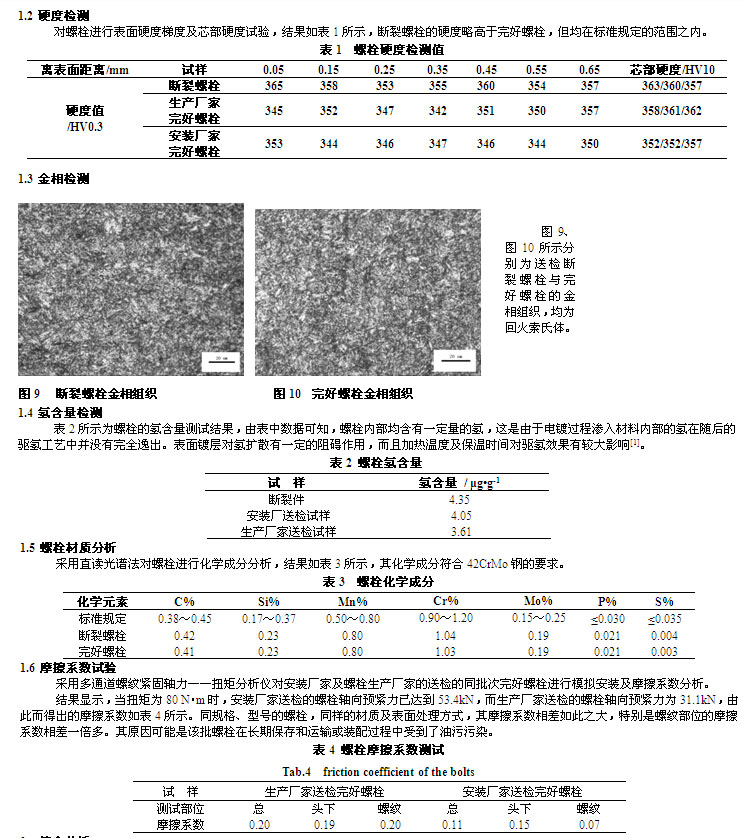
另外,该螺栓经过电镀,虽然经过驱氢处理,但不能完全排除氢残留风险[2],螺栓硬度越高,轴向预紧力越大,发生氢脆的概率就越高。“GB-T 5267.1-2002 紧固件电镀层”标准中明确提到,硬度大于320HV的紧固件电镀时有氢脆风险,当硬度大于365HV时一般不采用电镀处理,而断裂螺栓的表面硬度已达到365HV。氢含量测试结果表明,虽然断裂螺栓的氢含量在5μg/g以下,但由于氢在材料内部分布不匀,易在螺纹根部的应力集中区域聚集,加之该螺栓预紧力过大,两者相互作用便在螺纹根部产生氢致微裂纹,微裂纹的尖端是应力集中区,氢原子便持续向裂纹尖端扩散聚集[3],当裂纹扩展到一定程度后,螺栓由于承力面积减小而失稳断裂。
3.结论和建议
通过上述分析可得出以下结论:
一、螺栓的断裂性质是氢致延迟断裂,安装预紧力过大诱发表面产生微裂纹是导致螺栓断裂的主要原因;
二、10.9级的螺栓建议采用达克罗、粉末渗锌等表面处理方式,排除氢脆风险;
三、安装厂家应严格控制螺栓的存放、运输及装配现场,防止受油污污染,并根据每批螺栓的表面状态,通过轴力——扭矩试验确定摩擦系数,科学有效的控制螺栓的预紧力。


