
汽车用紧固件相对于普通紧固件具有更高的安全性、可靠性要求高,汽车主机厂通常会要求其供应商提供的紧固件产品零缺陷,因为车辆在高速运行过程中,即使一个不起眼的螺钉断裂也可能造成严重的安全事故。某型号乘用车在试车时,用于固定方向盘的螺钉发生断裂,厂方要求分析断裂原因。该螺钉为一自挤螺钉,螺纹公称直径3.5mm,材质为SAE1022 ,表面渗碳后又经电镀锌处理。
1 理化检验
1.1断口分析
图1所示为断裂螺钉断面宏观形貌,该螺钉在一镁合金被连接部件上自攻螺纹安装,发现时螺钉头部已掉落丢失,图中所示为还未取出的断裂残件,其断口平齐,隐约可见发散性条纹收敛于断面右侧边缘。 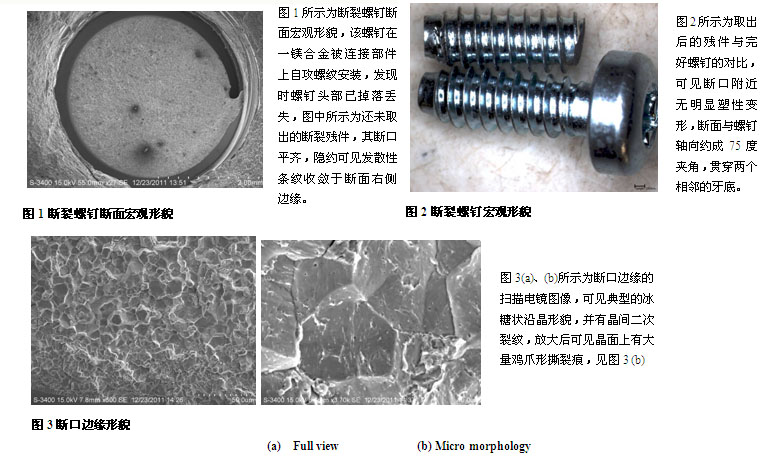
1.3 化学成分分析
采用电感耦合等离子发射光谱法(ICP)对螺钉部分残样进行化学成分分析,结果如表1所示,其化学成分与“SAE J430-2001”标准中1022钢的要求相比,碳含量偏高,这可能是由于螺钉表面渗碳的缘故。
表1 断裂螺钉化学成分(质量分数, %)
Tab.1 Chemical composition of the fractured screw (wt. %)
|
化学元素 |
C |
Si |
Mn |
P |
S |
|
标准规定 |
0.17~0.23 |
≤0.10 |
0.70~1.00 |
≤0.030 |
≤0.035 |
|
检测值 |
0.28 |
0.06 |
0.80 |
0.016 |
0.010 |
1.2 氢含量测定
取断裂试样残件和完好试样进行氢含量测定,据生厂家介绍,该批螺钉在电镀后已经做过200℃保温4小时的驱氢处理,但检测结果显示,该批螺钉氢含量仍处于较高水平。
表2 螺钉氢含量
Tab.2 Hydrogen content of the screws
|
试样 |
氢含量/ ppm |
|
断裂试样 |
12.5 |
|
完好试样 |
10.0、9.5、11.3 |
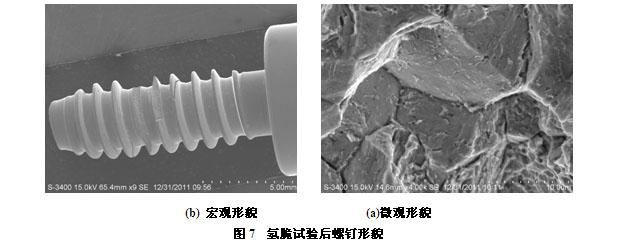
为了进一步验证螺钉是否有氢脆倾向,根据GB/T 3098.17-2000进行检查氢脆预载荷试验,在保载48小时候后未发现螺钉断裂,但仔细观察后发现,多处螺纹部位已断裂或产生裂纹,如图7(a)所示。将螺纹断裂面放大后可见其断口为沿晶断裂形貌,晶间有二次裂纹,晶面上有大量鸡爪形撕裂痕,为典型的氢脆断口形貌,如图7(b)所示。
2.综合分析
以上分析结果表明,螺栓断口平齐,无明显塑性变形,断口边缘为冰糖状沿晶形貌,晶面上有大量鸡爪形撕裂纹;芯部为准解理形貌,这些都是氢脆断裂的典型特征。同时,螺钉中也检测到了较高浓度的氢,检查氢脆预载荷试验结果也表明螺钉渗碳层是氢脆敏感区。
氢脆断裂是紧固件产品失效机理中比较常见的一种,是零件在低于材料屈服极限的静应力作用下导致的失效。它是由于氢渗入金属内部导致的不可逆损伤,它无征兆,具有突发性,因此,氢脆断裂具有极大的破坏性。影响氢脆的因素主要有:钢的含碳量、显微组织、钢的强度、硬度及所受应力等。钢的含碳量越高,强度越大,硬度越高,所受应力越大则氢脆敏感性就越高 [1]。在本案例中,螺钉在整个制作过程中经历了电镀工艺,致使氢渗入螺钉表层,虽然在电镀后经过驱氢处理,但螺钉中的氢含量仍处于较高水平,这可能是由于表面镀层对内部氢的逸出起到了一定的阻碍作用[2,3]。由于氢在材料内部分布并不均匀,会在材料的微观缺陷及应力较大处富集,头下第一牙处,为应力较大部位,在载荷的作用下,氢与局部应力交互作用,在此处形成氢的局部高浓度富集(远高于所检测的平均氢浓度);而且螺钉表层经渗碳淬火后的高碳、高硬度组织具有较高的氢脆敏感性,致使氢致裂纹在渗碳层萌生并向内扩展,最终导致螺钉断裂。
3.结论
该螺钉的断裂性质是氢致延迟断裂,裂纹起源于渗碳层,驱氢不充分和渗碳层过厚是导致该螺钉氢脆断裂的根本原因,建议厂家在不影响镀层质量的前提下适当提高驱氢温度、延长保温时间,渗碳层厚度则宜控制在标准规定的下限。


