
摘 要:通过布氏硬度试验,研究了测量标尺对不同焊接工艺Inconel625镍基合金管接头焊缝 压痕形貌和布氏硬度的影响。结果表明:在不同测量标尺条件下,堆焊镍基合金管接头焊缝的布氏 硬度压痕边缘较为光滑平顺;在 HBW5/750和 HBW2.5/187.5测量标尺条件下,手把焊和氩弧焊 镍基合金管接头焊缝的布氏硬度压痕形状趋向于圆形;在同一载荷与压头直径平方的比值条件下, 采用不同测量标尺测得的布氏硬度基本相同;对于堆焊镍基合金管接头,建议采用 HBW 10/300 测量标尺;对于手把焊和氩弧焊镍基合金管接头,建议采用 HBW5/750测量标尺。
关键词:镍基合金;焊缝;布氏硬度;测量标尺
中图分类号:TG115 文献标志码:A 文章编号:1001-4012(2022)01-0005-03
硬度是指材料局部抵抗硬物压入其表面的能 力,是衡量材料软硬程度的一项性能指标。硬度在 一定程度上反映了金属材料的强度、韧性和弹性等 一系列力学性能[1],在石油与化工行业中是一项最 常见的金属材料性能检测指标。常见的金属材料硬 度试验方法主要有布氏硬度试验、维氏硬度试验和 洛氏硬度试验[2]。
布氏硬度采用一定直径D 的硬质合金球,在规定 的试验力P 作用下压入试件表面,保载一段时间,卸载 试验力后,试件表面留下压痕,以压痕单位表面积上所 承受的平均压力作为布氏硬度测试值。由于布氏硬度 试验采用的球体压头直径较大,所得压痕面积较大,因 而硬度测试值受试样组织显微偏析及成分不均匀的影 响轻微,具有试验数据稳定、测量精度高和重复性好等 特点,在石油与化工行业得到广泛运用[2-5]。
笔者在对不同焊接工艺Inconel625镍基合金 管接头焊缝进行布氏硬度试验时,依据 GB/T231.1 -2018《金属材料 布氏硬度试验 第1部分:试验方 法》标准推荐的试验力与压头直径平方的比值和尽 可 能 选 取 大 直 径 压 头 两 个 原 则, 选 用 HBW10/3000(10 表示钢球压头的直径 10 mm, 3000表示试验力3000kg)的测量标尺进行试验, 发现压痕形貌呈现不规则椭圆形,压痕边界凹凸不 平,未受压区域金属表面呈现挤压隆起现象,这严重 影响了检测结果的准确性。针对上述问题,笔者通 过不同测量标尺条件下的硬度试验,对比分析了测 量标尺对镍基合金管接头焊缝布氏硬度测量值的影 响,确定了适用于不同焊接工艺Inconel625镍基合 金管接头焊缝的布氏硬度测量标尺。
1 试验
1.1 试验材料和试验设备
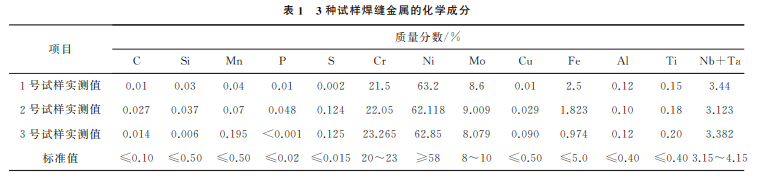
试验材料为Inconel625镍基合金,对采用氩弧 焊打底、手工电弧焊填充接焊制得的镍基合金管焊接接头(手把焊)记为1号试样,对采用氩弧焊制得 的镍基合金管焊接接头(氩弧焊)记为2号试样,对 采用氩弧焊堆焊工艺制得的大管径碳钢+镍基合金 复合管焊接接头(堆焊)记为3号试样。由表1可 见,不 同 试 样 焊 缝 金 属 的 化 学 成 分 符 合 AWS A5.14/A5.14M -2018 Specificationfor Nickel and Nickel-alloy Bare Welding Electrodesand Rods标准对Inconel625镍基合金的技术要求。试 验设备为JWH-3000DH 型数显布氏硬度计,具备 电子自动加载和自动测量等功能。由于自动测量方 式存在不规则压痕形貌无法识别的情况,硬度测量 方式采用人工测量。
1.2 试验方法
依据 GB/T231.1-2018,选用标准推荐的试验力 与压头直径平方的比值30,对应的布氏硬度测量标尺 有 HBW10/3000、HBW5/750和 HBW2.5/187.5。在 1号、2号和3号试样上分别进行布氏硬度试验,每个 试样进行十次布氏硬度试验,从四个不同方位测量压 痕直径,保载时间为15s,试验温度为22℃。
2 试验结果与讨论
2.1 布氏硬度压痕形貌
由图1可见:在 HBW10/3000测量标尺条件 下,1号试样和2号试样焊缝区域的表面压痕形貌均 呈现不规则椭圆形;随着钢球压头直径的减小,1号 试样和2号试样焊缝区域的表面压痕形状逐渐趋于 圆形;在不同测量标尺条件下,3号试样焊缝区域表 面压痕均呈现规则的圆形,压痕边缘较为光滑、平顺。
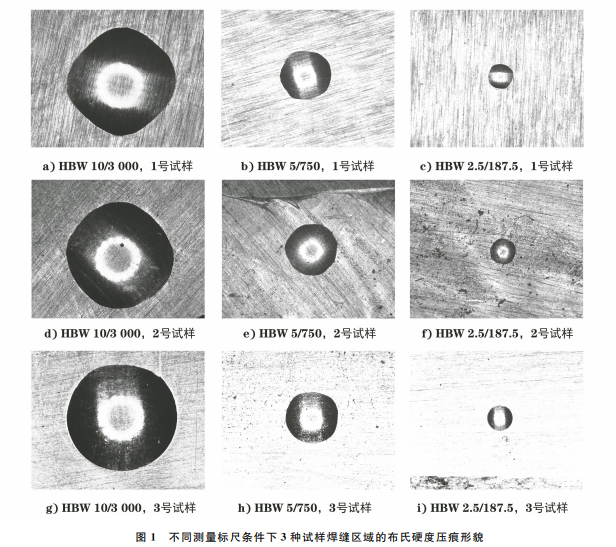
镍基合金硬度高,其局部抵抗变形的能力强。 硬度反映的是材料内部晶粒和晶界等组织在压入载 荷时表现出的抵抗破断和变形的能力[6],由于焊缝 区域的显微组织存在不均匀性,压痕边缘的组织抵 抗变形的能力各不相同。
2.2 布氏硬度测试结果
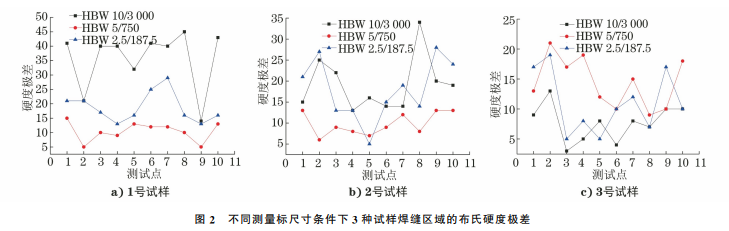
3种试样焊缝区域的硬度极差如图2所示。由 图2a)可见,在 HBW 5/750测量标尺条件下,测得 试样焊缝区域的硬度极差均小于其他测量标尺条件 下的,表明在该测量标尺条件下,测得1号和2号试 样焊缝 区 域 的 硬 度 较 为 均 匀。由 图 2c)可 见,在 HBW10/3000测量标尺条件下,测得试样焊缝区 域的硬度极差略小于其他测量标尺条件下的,表明 在该测量标尺条件下,测得3号试样焊缝区域的硬 度较为均匀。
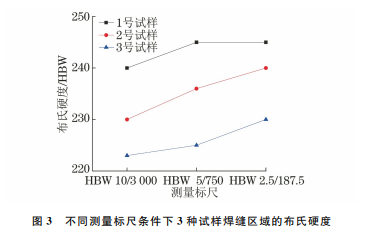
由图3可见:1号试样焊缝区域的布氏硬度最 大,2号试样的次之,3号试样的最小;不同测量标尺 条件下,测得同一试样焊缝区域的布氏硬度差值基 本在10以内,表明相同载荷与压头直径平方的比值 k 对应不同测量标尺条件下测得的布氏硬度基本相 同。根据布氏硬度的相似定律,在保证压入角不变 (即k 值保持不变)的情况下,不同测量标尺条件下 测得的布氏硬度相同,且具有可比性[7]。结合图1 可见,在相同测量标尺条件下,试样焊缝区域的硬度 越大,压痕形状的不规则性越明显。
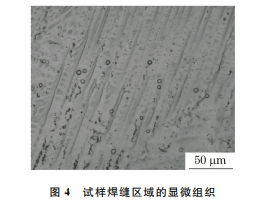
镍基合金的硬度与析出相种类、形态及分布有 关[8],3种试样焊缝区域的显微组织主要为奥氏体, 均呈现枝晶形态,且枝晶生长方向一致,在晶界上析 出大量的γ″沉淀强化相,如图4所示。镍基合金的 金属流动性差,过高的热输入会导致熔池的冷却速 率减慢,高温停留时间过长会使晶粒粗化[9-10]。1号 试样焊接工艺的热输入为0.9~1.0kJ/mm,2号和 3号试样焊接工艺的热输入均为1.4~1.6kJ/mm。 2号和3号试样焊接工艺相同,由于2号试样母材 金 属 的 热 导 率 大, 焊 接 过 程 中 能 有 效 传 递热量,其高温停留时间比3号试样的短。根据热输入和高温停留时间不同,3种试样焊缝区域的 晶粒尺 寸 从 大 到 小 依 次 为 3 号 试 样、2 号 试 样、 1号试样,奥 氏 体 组 织 晶 粒 尺 寸 越 大,布 氏 硬 度 越小。
3 结论
(1)在不同测量标尺条件下,堆焊工艺镍基合 金管焊缝区域的布氏硬度压痕边缘较为光滑平顺。 在 HBW5/750 和 HBW 2.5/187.5 测量标尺条件 下,采用手把焊和氩弧焊工艺镍基合金管焊缝区域 的布氏硬度压痕形状趋向于圆形。同一载荷与压头 直径平方的比值k 条件下,采用不同测量标尺测得 的布氏硬度基本相同。
(2)对于堆焊工艺镍基合金管接头,建议采用 HBW10/300测量标尺。对于手把焊和氩弧焊工 艺镍基 合 金 管 接 头,建 议 采 用 HBW 5/750 测 量 标尺。
参考文献:
[1] 黄书泽,丁彪,邹凤平,等.试验载荷对维氏硬度测试 误差的影响[J].理化检验(物理分册),2014,50(2): 127-130.
[2] 张庶鑫,李亮,吉楠,等.布氏硬度试验标准 GB/T231 与 ASTM E10的差异分析及其在石油装备行业中的 应用[J].理 化 检 验 (物 理 分 册),2015,51(10):717- 720.
[3] 王玉峰.布氏 硬 度 的 误 差 分 析 [J].天 津 冶 金,2016 (2):59-60,64.
[4] 杨竹君,赵洪刚.布氏硬度测量方法改进研究[J].热 加工工艺,2011,40(20):191-193.
[5] 毕文婕,王坤朋,曹福民,等.布氏硬度试验误差来源 分析及控 制 方 法 [J].中 国 设 备 工 程,2020(9):140- 142.
[6] 白新房,张小明,陈绍楷.试验力选择对维氏硬度值的 影响[J].理 化 检 验 (物 理 分 册),2007,43(11):560- 562.
[7] 吴益文,王贝发,汪律.布氏硬度不同测量标尺间关系 探究[J].物理测试,2008,26(5):24-26,29.
[8] 高钰璧,丁雨田,孟斌,等.Inconel625合金中析出相 演变研究进展[J].材料工程,2020,48(5):13-22.
[9] 秦建,王丽,黑鹏辉,等.Inconel625堆焊接头组织与 性能分析[J].机械制造文摘(焊接分册),2015(1): 16-19.
[10] 韩文兴.镍基合金(Inconel625)的脉冲焊接工艺与焊 缝微观 组 织 的 研 究 [D].石 家 庄:河 北 科 技 大 学, 2013.


