
0. 引言
工程机械领域的加强筋板、复杂框架等高强钢焊接结构常采用角焊缝接头[1-4]。与对接焊缝相比,角焊缝的几何形状更为灵活,其焊趾处的形状突变和组织突变会加剧应力集中,导致构件更易于发生疲劳开裂。因此,有必要选取合适的焊趾修整工艺及参数来有效提升角焊缝接头的强度和服役时间[5-7]。
目前,提高角焊缝接头疲劳强度和寿命的方法主要包括非熔化极惰性气体保护电弧焊(TIG)熔修、机加打磨、冲击强化和焊后热处理等[8-11]。与其他方法相比,TIG熔修具有工艺简单、操作方便、成本低、效果显著等优点[12]。在TIG熔修时TIG焊炬将焊趾处的焊缝金属重新熔化,以消除熔渣、楔块、咬边等焊接缺陷,改善焊趾外形,使焊缝与母材之间形成平滑过渡,从而减少应力集中,提高疲劳强度[13-14]。TIG熔修工艺参数包括电弧电压、熔修电流、熔修距离(热源中心至焊趾的距离)、焊枪倾斜角度、预热温度、焊接速度、气体流量等。IIW标准中对电弧电压、焊枪倾斜角度、预热温度、焊接速度、气体流量等参数作出了明确规定[15],但是未对熔修距离和熔修电流作出规定。因此,作者以工程机械常用Q690D低合金高强钢熔化极气体保护电弧焊(GMAW)十字接头为研究对象,在不同熔修距离和熔修电流下采用TIG熔修工艺对十字接头角焊缝进行熔修,研究了熔修距离和电流对角焊缝焊趾形状以及接头疲劳性能的影响,以期为填补熔修技术标准空白,指导Q690D高强钢接头工艺优化提供试验参考。
1. 试样制备与试验方法
试验材料为16 mm厚的Q690D低合金高强钢板。采用GMAW对钢板进行焊接,接头形式为十字接头,2块腹板开45°坡口,焊接材料采用直径为1.4 mm的ER76-G铁基焊丝,化学成分(质量分数/%)为0.06~0.15C,1.40~1.85Mn,0.80~1.10Si,≤0.025P,≤0.025S,0.20~0.30Cr,1.40~1.80Ni,0.25~0.45Mo。GMAW打底焊的工艺参数为电弧电压27 V、焊接电流350 A、焊接速度350 mm·min−1;填充及盖面焊工艺参数为电弧电压28 V、焊接电流400 A、焊接速度350 mm·min−1、层道间温度60~200 ℃。采用TIG熔修工艺对十字接头角焊缝进行熔修,根据IIW标准确定的工艺参数为电弧电压12~15 V、焊接速度100 mm·min−1、气体流量12 L·min−1、焊枪倾斜角度10°、预热温度60 ℃[15]。采用参数解耦方法设计试验:固定熔修电流为150 A,设置熔修距离为2,1,0,−1 mm[15],通过观察焊趾的宏观形貌获得最优的熔修距离;在最优熔修距离下,将熔修电流设置为150,170,190,210 A,研究焊趾处的组织以及接头的疲劳性能。
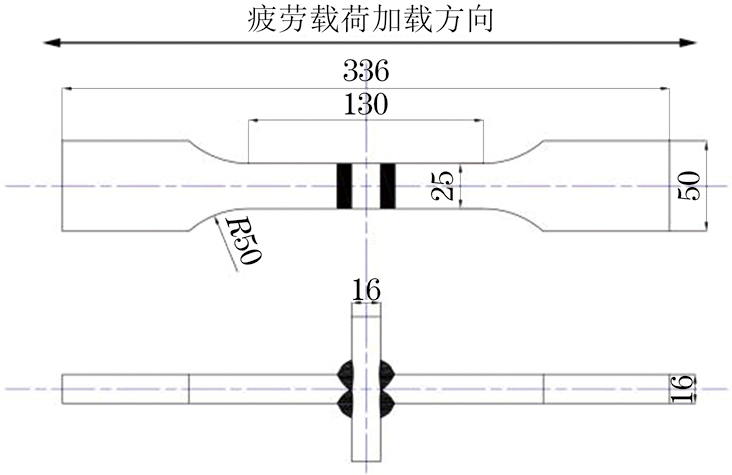
在熔修后的十字接头横截面上截取金相试样,经打磨、抛光后,利用OLYMPUS SZ61TR型体视显微镜观察角焊缝焊趾处的宏观形貌。对十字接头角焊缝焊趾的曲率半径R与过渡角θ(如图1所示)进行测量,过渡角为焊趾处母材与焊缝夹角的补角,测4次取平均值。由于目前曲率半径无标准化的定义或公认的确定程序,根据文献[4,16]提出的忽略焊缝过渡几何偏差方法,贴近熔修焊趾进行三点画弧以确定曲率半径。采用FeCl3饱和溶液将抛光后的金相试样腐蚀10 s后,采用OLYMPUS GX51型光学显微镜观察熔修焊缝的显微组织。在原始接头和熔修接头上截取如图2所示的疲劳试样,采用QBG-500H型疲劳试验机进行拉-拉疲劳试验,最大应力为300 MPa,加载频率为100 Hz,应力比为0.23,疲劳试验终止条件为试样断裂或循环次数达107周次,相同条件下测3次取平均值。

2. 试验结果与讨论
2.1 熔修距离对焊趾形状的影响
由图3可以看出:当熔修距离为2,1 mm时,原始接头焊趾处未发生重熔,该熔修工艺无法起到修缮焊趾形状的作用;当熔修距离为−1 mm时,熔修焊缝中形成明显的凹陷,凹陷位置易产生应力集中,降低其承载能力[17];当熔修距离为0时,熔修焊缝完全覆盖原始焊趾,且曲率半径较大,母材与焊缝过渡平缓。因此,采用熔修效果最佳的熔修距离0对十字接头角焊缝进行TIG熔修。

2.2 熔修电流对焊趾形状和焊缝组织的影响
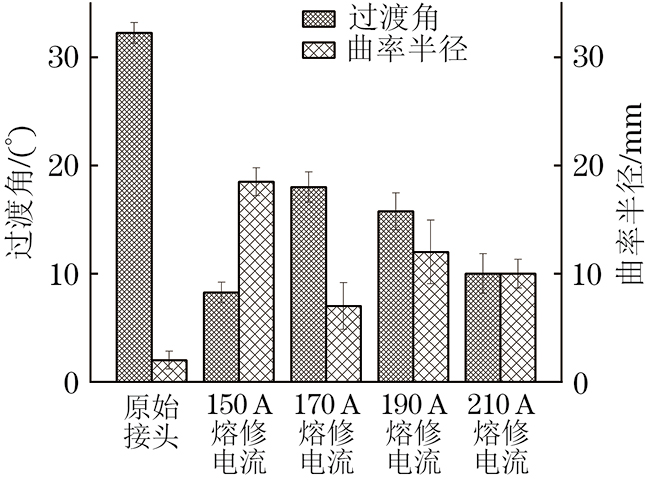
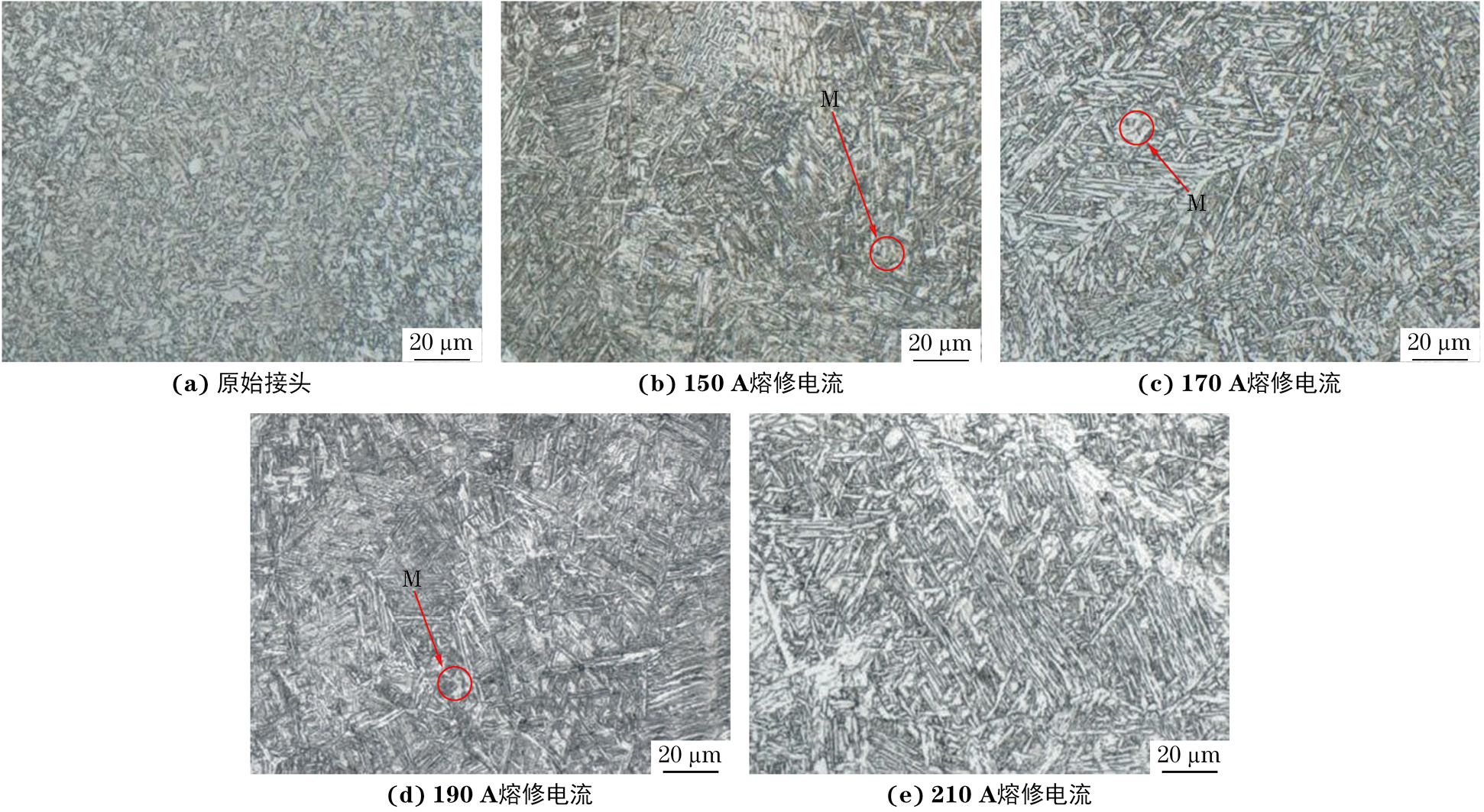
由图4可以看出:不同电流熔修后焊趾的曲率半径均大于原始接头焊趾,并且随着熔修电流的增加,焊趾的曲率半径先减后增再减,150 A熔修电流下的曲率半径最大,且测试值的离散程度低于其他熔修电流下;熔修后焊趾的过渡角低于原始焊趾,随着熔修电流增加,过渡角先增后降,150 A熔修电流下的过渡角最小,不同熔修电流下过渡角的离散程度差异不大。由图5可以看出:原始接头焊缝显微组织为贝氏体+针状铁素体;当熔修电流为150,170,190 A时,除贝氏体和针状铁素体外,熔修焊缝中还存在少量马氏体,这是由于上述电流下的热输入低,冷却速率快,使得焊缝内生成了少量马氏体;当熔修电流为210 A时,熔修焊缝的显微组织为贝氏体+针状铁素体,未观察到马氏体,这可能是由于热输入升高造成的。综上可知,熔修电流对焊趾表面形状和焊缝组织均会产生影响。
2.3 熔修电流对接头疲劳性能的影响
由图6(a)可以看出:熔修后接头的疲劳寿命高于原始接头。随着熔修电流的增加,熔修后接头的疲劳寿命先降后升再降,150 A熔修电流下接头的疲劳寿命最高,循环107周次后试样均未断裂;当熔修电流为170,190,210 A时,熔修后接头的疲劳寿命与原始接头相比分别约提高2.4,8.6,5.8倍。结合焊趾形状参数可知,熔修接头的疲劳性能与熔修焊趾的曲率半径呈正相关,与过渡角基本呈负相关,这与文献[18]中角焊缝接头疲劳寿命的主要影响因素为焊趾曲率半径和过渡角相吻合。由图6和表1可以看出,原始接头均在焊趾处断裂,这是由于形状因素导致原始焊趾处应力集中,疲劳裂纹于焊趾处萌生;经170,190,210 A电流熔修后疲劳裂纹源位于熔修焊缝和熔修熔合区,这是因为TIG熔修有效缓解了原始接头焊趾处的应力集中程度。



